

Technology application at fired heaters and boilers for safer and efficient combustion
ABSTRACT
The paper discusses the fundamentals and results achieved by the application of state-of-the-art technology, named ABACO, in refinery fired-heaters and boilers. The improved controls provided by this technology results in increased combustion efficiency, minimum pollutant emissions (CO2, CO, NOx, SOx, particles) and safer operation.
This technology relies on the adequate closed-loop control of the firing performance of each burner based on advanced in-furnace monitoring and enhanced regulation and control capabilities. The sampling and direct measurement of actual gas compositions results in balanced firing pattern while preserving the unit from detrimental combustion conditions. The effectiveness of this approach has been demonstrated in more than 140 testing programs developed in over 70 industrial facilities worldwide, including 20 combustion units firing liquid and/or gaseous fuels. Main results in refinery fired-heaters and boilers are:
– Improvement of unit combustion efficiency resulting in fuel consumption savings of up to 5% (with equivalent CO2 and SOx emission reductions).
– Safer combustion. Control of furnace draft, dangerous combustible gases atmospheres and CO emissions.
– Simultaneous reductions in total NOx emission (t/h) of up to 50%.
– Reductions in preventive maintenance and corrective costs.
– Increased fuel flexibility.
– Efficient operation for variable duty or load scenarios.
The reduction of fuel consumption typically leads to combined fuel and CO2 savings over $1.0M USD/year for unit duties around 400 MMBtu/h. These savings give rise to extremely short payback periods which can even be below 1 year.
INTRODUCTION
Combustion is a relatively opaque process which offers great potential for economic savings in industrial boilers and fired-heaters. Despite the economic and environmental importance of the combustion process, there is usually a low level of monitoring and control. The process is typically governed by a few global variables such as excess oxygen or process stream results, with no direct control of the combustion conditions. Fired-heater or boiler operation is typically supported by standardized procedures, rather than by effective on-line information and optimized flame control. In most multi-burner applications, the standard monitoring used for controlling global excess oxygen in the combustion unit does not represent the real average in-furnace excess O2, which introduces a critical restriction for optimized tuning of the combustion conditions.
In recent years, a considerable amount of attention has been given to the application of combustion tuning for efficiency optimization, operational safety and reduction of pollutant emissions. However, the cost-effectiveness of these tunings is greatly limited by the referred restrictions on combustion monitoring and control. This situation is even more relevant in scenarios of high variability in fuel properties, load profiles and/or burner arrangement for multi-burner systems. In these cases, uncontrolled combustion conditions might force operators to apply “too conservative” boiler settings, which are far from optimum tuning.
In order to solve these limitations, INERCO has developed a novel methodology and technical approach, named ABACO, for the optimization of process fired-heaters and boilers with different designs and fuels (oil, gas, coal, pet-coke, and biomass). This paper describes the technological approach and the latest results achieved regarding combustion efficiency improvement (overall CO2 emissions reduction) and parallel effects in NOx emissions control in a crude oil fired-heater.
TECHNICAL APPROACH
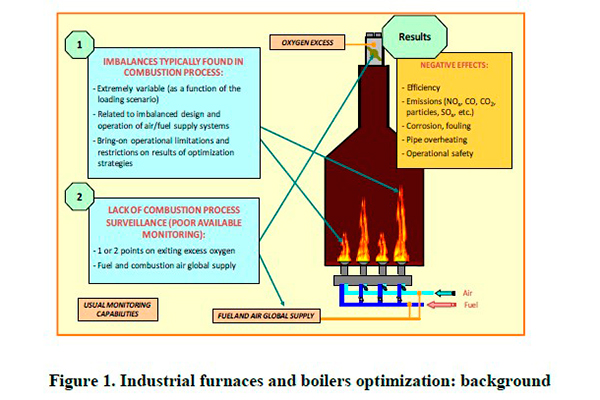
Efficiency and emissions (NOx, CO, CO2, particulates, SOx, etc.) in industrial fired-heaters and boilers depend largely on the correct distribution of fuel and air supplied to the combustion process. Moreover, the existence of improper fuel/air ratios at critical locations is severely detrimental to these important parameters and the operational safety of the unit (Figure 1). Therefore, the effectiveness of stricter combustion controls will depend on the actual balancing of the combustion process.
The ABACO approach relies on closed-loop control of combustion based on the monitoring of localized in-furnace conditions. This is the critical factor to assure maximum benefit from combustion tuning with a direct effect on unit efficiency and NOx generation. Therefore, this combustion optimization technology makes possible the individual optimization of any single burner, which results in an overall optimization of the combustion process.
This approach turns out to be a cost-effective alternative to the retrofit of the combustion system (e.g. burner substitution) or a valuable complementary tool after the retrofit has been completed. In addition, the application of this technology to an existing combustion unit requires minimum modifications and very limited outage period for the new equipment implementation.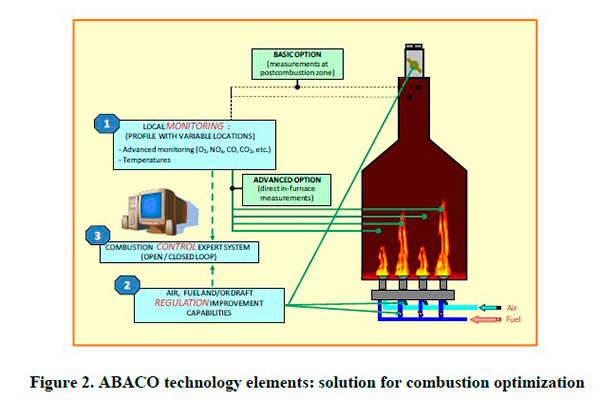
As illustrated in Figure 2, the following elements are used in an integrated approach to reach optimized operating conditions:
– Advanced monitoring technologies.
– Novel regulation systems for combustion optimization.
– Expert software for optimized combustion control.
Advanced Monitoring Technologies
As stated above, monitoring of local in-furnace combustion conditions makes feasible the development of correct combustion surveillance, which is essential for implementing optimized operating scenarios. In-furnace localized monitoring guides the operator to obtain the best tuning of any individual burner and therefore, the overall optimization of the combustion unit.
Monitoring of local combustion conditions, carried out using the ABACO-Opticom technology, enables the direct measurement of gas concentration profiles (O2, CO, CO2, NOx, SO2) on the envelope of each fuel and air stream entering the combustion chamber and near the furnace walls, while avoiding the application of any interpolation software or averaged results.
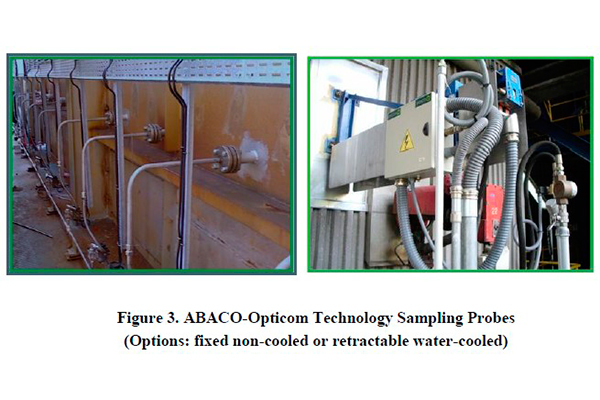
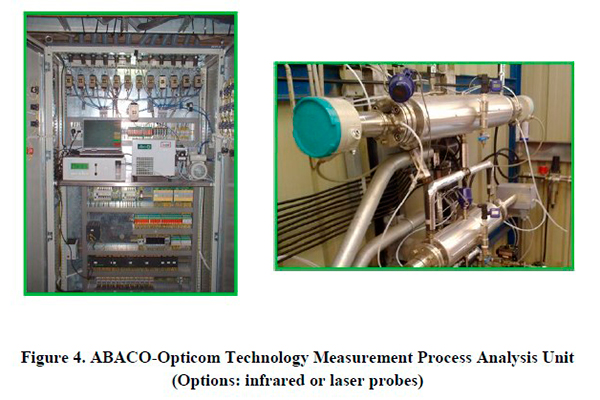
Measurements taken through individual gas sampling probes are not affected by the fuel typology or boiler configuration. Sampling probes can be fixed non-cooled or retractable water-cooled (Figure 3); both designed to withstand any temperatures within the furnace at the required sampling points. The process analysis unit, which is integrated in a steel cabinet aside the sampling probes, is based either on infrared or laser technology (Figure 4). The laser technology is the most suitable for higher time demanding applications where multiple sampling points are simultaneously processed. In any case, the final scope of the monitoring approach is customized in accordance with specific plant designs, operation characteristics and performance objectives.
In addition, the use of the ABACO-Opticom monitoring technology results in the identification on issues and leads to solutions for unknown boiler malfunctions, such as significant fuel and air imbalances between furnace zones. These imbalances give rise to high CO levels, corrosion or fouling problems, produce tubes overheating and coking, and jeopardize the operational safety of the unit.
ABACO-Opticom makes possible the supervision and optimization of operating conditions for load regulation scenarios, as well as dealing with fuel variability, fuel blending, or co-firing. Additionally, it is a key tool for low NOx scenarios (excess air reduction, combustion stratification, reburning, etc.) while maintaining adequate control of safety limits for boiler regulation.
Complementary monitoring systems can be used in combination to ABACO-Opticom; such as a pyrometer grid for determining in-furnace temperature distribution, online measurement of fuel and air flow rates or flue gas emission monitoring.
Novel Regulation Systems for Combustion Optimization
Optimized operating scenarios allow improvement of boiler tuning capabilities through the combined application of the following items:
– Automation of existing manual regulations from the control room, including both burners and draft dampers (Figure 5).
– ABACO-Air and ABACO-Fuel: implementation of new fuel and air regulation dampers and valves (Figure 5).
– Revamping of existing equipment, such burners, windbox, or OFA dampers to increase the tuning potential based on CFD modeling.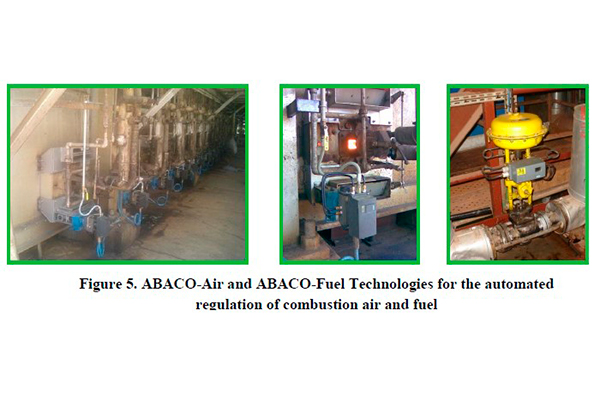
The implementation of these systems results in significant improvements comparable to the installation of Low NOx Burners (LNB). If further NOx reductions are required, these regulation systems are totally complementary to more substantial plant modifications (such as LNB or windbox redesign).
Expert Software for Optimized Combustion Control
Management and optimization of the combustion process is performed through ABACO Control System. This is based on flexible control architecture, incorporating ABACO-Opticom technology and the novel regulation systems (Figure 6).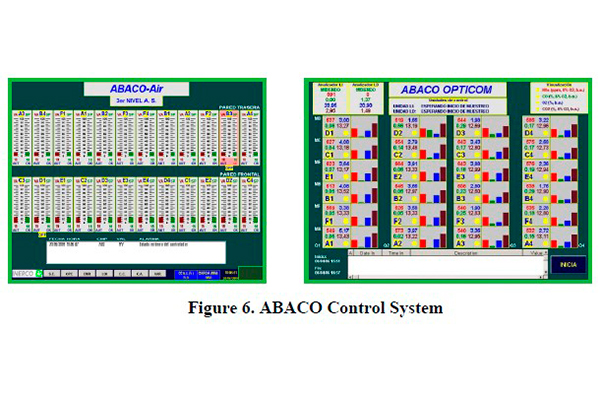
Hardware and software can be easily integrated from different manufactures and adapted to the specific needs of the unit. This integrated approach allows the closed-loop application of combustion optimization strategies with maximum reliability and profitability.
Control strategies are implemented within an Expert System, individually configured by INERCO, for each combustion unit based on specific testing and combustion expertise. The Expert System analyzes and supervises continuously that the conditions of the combustion process are safe, and controls critical process variables of the unit at all times.
Expert System recommends new operating scenarios using the information received from the monitoring systems. These scenarios are obtained through modifications in regulation devices and the main process parameters.
The convergence to optimal scenarios is achieved by successive approximations, enabling safer transitions. The Expert System is fully parameterized and can be easily adapted to the specific conditions of the unit.
CASE STUDY DESCRIPTION
Characterization of the target facility
The target facility includes 3 wall-fired, multi-burner fired-heaters: A, B and C. These are in simultaneous operation based on crude oil duty requirements. Typical fuels are fuel oil and refinery fuel gas, in a wide variety of proportions depending on overall refinery fuel gas balance, active burner arrangement and type of crude oil processed.
Crude oil fired-heater B is equipped with 32 horizontal oil and gas burners placed in two opposite rows (Figure 7). A refractory division wall is used for bending flames and defining two independents in-furnace areas. Monitoring of combustion air was carried out by an O2 probe placed in the centre of the East side wall. Two manual draft regulating dampers located at North and South furnace chimneys were used for overall combustion air control. Burners were also equipped with manual primary and secondary air regulation capabilities. Excess O2 has been historically controlled at around 4% with 3% excess O2 used as the control.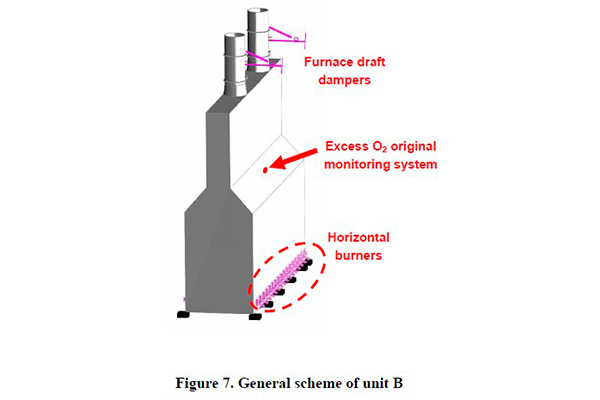
Specific configuration of ABACO
ABACO technology was implemented in crude oil unit B with the objective of improving the combustion control capability and making it possible to reach optimized operating conditions. The application of ABACO technology to this unit includes the following capabilities (Figure 8)
– Application of ABACO technology to this unit includes the following capabilities (Figure 8):
– ABACO-Opticom monitoring system, including 32 sampling probes (one per burner) for the characterization of combustion process in each individual burner.
– ABACO-Air, for the automated regulation of air dampers in both rows of burners and furnace stacks, for an optimized flame tuning and control of furnace draft, respectively.
– ABACO-Control for the closed-loop control of the overall combustion process.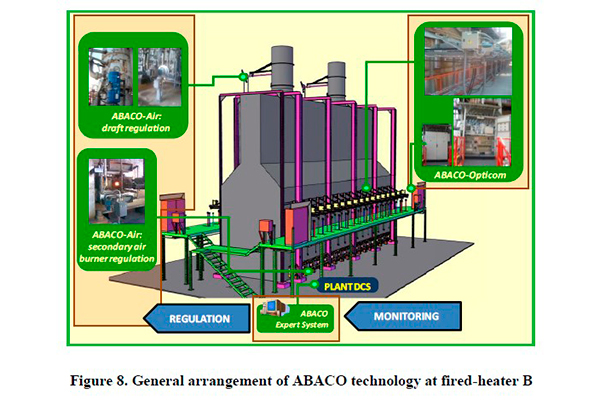
Combustion characterization
Combustion scenarios were characterized through comprehensive testing using new monitoring capabilities provided by ABACO-Opticom. The testing was designed to cover the original situation, before the application of ABACO, and study the limitations of the control capabilities of the fired-heater. Table 1 summarizes the main results during this characterization. The table also includes the results obtained after application of ABACO technology.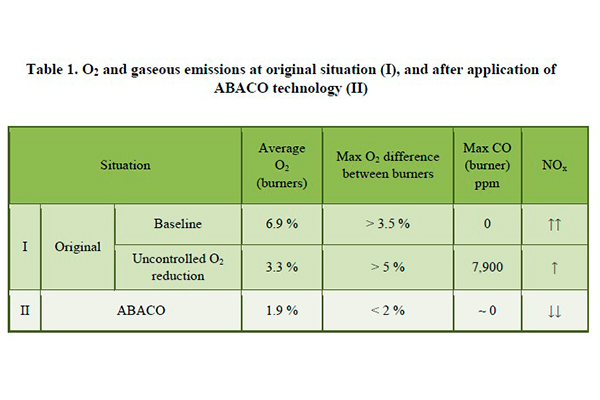 I) Original Situation
I) Original Situation
Two different scenarios were studied in the original situation of the fired-heater: baseline with high excess O2 to control CO generation, and uncontrolled O2 reduction to reduce NOx emissions.
The main results of this combustion diagnosis were:
1) Disagreement between O2 values detected by the original oxygen monitoring system and the more accurate values resulting using the new monitoring capabilities (typically 1.0% to 3.5% higher). Manual measurements carried out at the furnace exit sections demonstrate the full agreement between the averaged measurements of the burners system and global fired-heater excess O2. Therefore, the original monitoring did not accurately represent the overall excess O2 in this fired-heater. So, the information given by a global O2 monitoring approach is not actionable, in terms of combustion optimization potential.
2) Identification of important imbalances between individual burners. Measured differences, above 3.5% in excess O2 levels in baseline and more than 5% for uncontrolled O2 reduction scenarios. These imbalances were limiting effective efficiency optimization through uncontrolled combustion tuning strategies due to the generation of unsustainable CO levels (Figure 9).
3) High excess oxygen and minimum CO levels at the furnace outlet section were measured (Figure 9) in baseline operation. High NOx generation associated with theses O2 levels were also produced.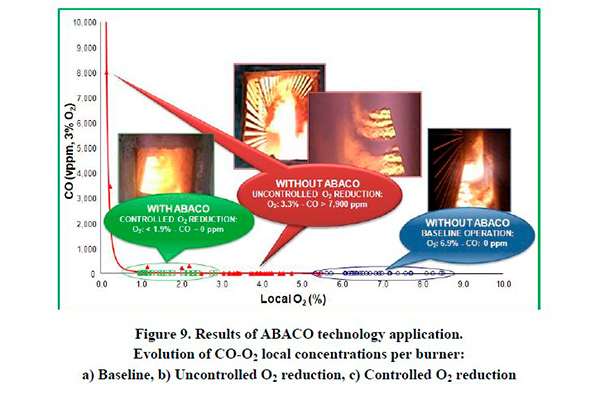 II) Using the ABACO approach
II) Using the ABACO approach
The implementation of the ABACO approach enabled the unit to achieve steady optimized combustion scenarios. A clear evolution of the excess O2 levels given by ABACO-Opticom monitoring system, can be observed from baseline operation to controlled operation (Figure 9 – Controlled O2 Reduction), resulting in final oxygen average values around 2% (from initial average values around 6.9%). Safer, sustainable (negligible CO levels), homogeneous and efficient combustion scenarios were reached. In addition, the results included in Figure 9 show a clear reduction in the dispersion O2 figures after implementation of ABACO.
The reported 5% excess O2 minimization was coupled to a gas temperature reduction >30ºC at the furnace outlet, bringing the overall fuel consumption savings to above 5% (Figure 10). An equivalent reduction was obtained for CO2 and SOx overall emissions.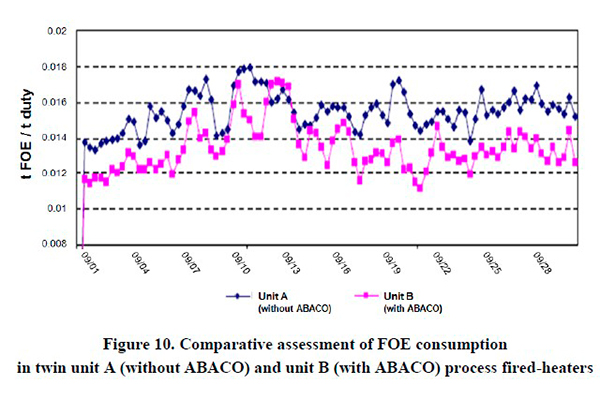
The controlled operation scenario allows the immediate and unequivocal identification of burner malfunctions, an essential tool for a cost-effective burner maintenance program. This sort of malfunctions that result in hazardous operating scenarios, remains undetected if only conventional monitoring is applied, which is a clear limitation for O2 reduction policies. This limitation is totally overcome when using ABACO.
Overall results
The main results obtained from the application of ABACO technology in this unit were:
-Fuel consumption savings above 5% (1,500 tons/year).
-Safer combustion. Control of furnace draft, dangerous combustible gases atmospheres and CO emissions.
– Achievement of negligible CO levels even for the most stringent low excess air scenarios (average excess O2 around 2%).
– Avoidance of 4,680 tons/year CO2 emissions.
– SOx emission reductions above 5%.
– Simultaneous reductions in total NOx emission (t/h) of up to 45% – 50%.
– Highest profitability, with a payback period below 24 months and an Internal Rate of Return (IRR) over 25%.
– Reduced man labor and maintenance over burner system.
CONCLUSIONS
When facing combustion optimization challenges, such as efficiency improvement and/or emissions reduction (NOx, CO, CO2 or particulates), ABACO technology has proved to be a cost-effective alternative and a valuable complementary tool to large scale combustion system retrofits, such a burner retrofitting.
ABACO technology, which is qualified as Best Available Technique for NOx control at the European IPPC Directive, has been applied to more than 30 combustion units, including large utility boilers for electricity generation. Typical NOx reductions achieved through ABACO technology in process fired-heaters and boilers (20%-50%) are comparable to those obtained by implementing new Low NOx Burners. Moreover, ABACO has demonstrated after the installation of LNB to be a powerful optimization tool by achieving further NOx reductions ranging (20%-30%) and excess O2 reductions over 1.5%.
In addition, improvements in unit efficiency ranging from 2.0% to 5.0% lead to fuel savings and emissions penalties reductions that typically result in investment payback times around 1-3 years, depending on the baseline, fuel type and heat recovery section performance, among other factors. The main results and savings achieved by ABACO technology in fired-heaters and boilers as those existing in refineries are summarized in Table 2.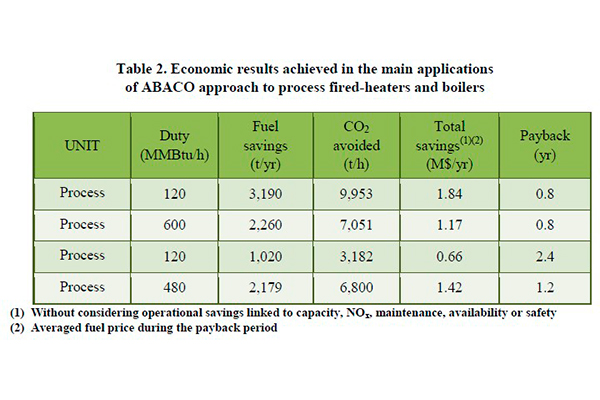
The application of the ABACO approach results in a clear improvement in combustion control that allows higher unit reliability, safer operation and reductions in maintenance costs. Crucial information for preventive maintenance actions is obtained through the immediate identification of burner malfunctions and continuous control of CO or unburnt fuel, which are also associated with fouling, overheating and coke deposits scenarios.
The potential of this optimization strategy is significantly increased in scenarios of variable fuel supplies or operation loads, where combustion unit operators are otherwise totally “blind” to the changes occurring in the combustion process.
Francisco Rodriguez Barea
Enrique Tova
Miguel Morales
Enrique Bosch
John W. Sale



