

Nueva tecnología para optimización del consumo de combustible y emisiones en calderas y hornos de refinerías: aplicación práctica en Repsol C.I. Tarragona
La novedosa tecnología de “Hogar controlado” permite optimizar los procesos de combustión en refinerías. La colaboración de INERCO y Repsol ha permitido la implementación de esta tecnología en una caldera de la refinería Repsol C.I. Tarragona, con excelentes resultados en términos de rendimiento de combustión, emisiones de gases contaminantes y rentabilidad del proyecto.
Introducción
La mejora del proceso de combustión proporciona el mayor potencial de ahorro económico en calderas y hornos industriales. Sin embargo, el proceso de combustión es relativamente opaco desde el punto de vista del operador, por lo que resulta significativo que en actividades en las cuales el coste del combustible supone el mayor coste de producción, exista escasa información relativa al modo en que dicho combustible es empleado, como consecuencia del reducido nivel de monitorización y control disponible.
Por lo general, la regulación de estos procesos se realiza mediante determinadas consignas sobre variables globales e indirectas, como el exceso de oxígeno o las propiedades del vapor generado, que no permiten un control real de las condiciones de combustión en hogar. Estas consignas, derivadas bien de recomendaciones del licenciatario, bien de la experiencia acumulada por los operadores de cada instalación concreta, con frecuencia responden más a criterios de estabilidad o seguridad de funcionamiento e inercia histórica, siguiendo la práctica habitual, que a verdaderas condiciones de operación óptima de la instalación. Resulta, por tanto, sorprendente que un proceso químico como la combustión, con un significativo impacto económico y medioambiental a escala mundial, todavía se base en técnicas de control arcaicas.
En los últimos años, se ha prestado una especial atención a la aplicación de ajustes de combustión para la optimización de la eficiencia y el control de las emisiones ambientales asociadas a este tipo de procesos. No obstante, la eficacia en términos económicos de estos ajustes está tremendamente limitada por las restricciones comentadas en materia de monitorización y control de combustión. Esto da lugar, en muchas ocasiones, a decisiones precipitadas de sustitución de quemadores sin constatar previamente el margen de mejora alcanzable con la optimización del proceso de combustión existente.
Este hecho resulta incluso más relevante en escenarios con alta variabilidad en las características del combustible, los perfiles de carga y/o las configuraciones de fuegos en sistemas multi quemadores. En estos casos, la existencia de condiciones de combustión incontroladas obliga a los operadores a aplicar ajustes de caldera excesivamente conservadores, alejados de configuraciones optimizadas.
Con objeto de resolver estas limitaciones, INERCO ha desarrollado y aplicado la Tecnología de “Hogar controlado” para la optimización de calderas y hornos de distinto diseño y combustible consumido (fuel-oil, gas, carbón, coque de petróleo, biomasa).
En este contexto, en el marco del programa de optimización energética y medioambiental de sus instalaciones, Repsol ha decidido acometer en colaboración con Inerco la implementación de dicha Tecnología de “Hogar controlado” en la caldera F-1801 de la Unidad de Olefinas de su Refinería de Tarragona, con el objetivo final de mejorar la eficiencia del proceso de combustión y la reducción de emisiones de contaminantes a la atmósfera.
El presente artículo describe los fundamentos de esta novedosa tecnología, junto con el enfoque técnico y los beneficios globales en términos medioambientales y económicos obtenidos como consecuencia de su aplicación en la citada instalación de combustión.
Fundamentos de la tecnología de “Hogar controlado”
El rendimiento y la generación de contaminantes (NOx, CO2, CO, SOx, partículas) en hornos y calderas industriales depende, en gran medida, de la correcta distribución del combustible y del aire en el hogar de estos equipos, de tal forma que la existencia de zonas críticas con una relación aire / combustible inadecuada propicia penalizaciones en estos importantísimos parámetros. Por tanto, la efectividad de un control más preciso de la combustión queda supeditado a un ajuste apropiado de la distribución de los aportes de aire y combustible.
Bajo esta premisa, la aproximación propuesta se fundamenta en un adecuado control en bucle cerrado de las condiciones locales de combustión, dando lugar a lo que se denomina un escenario de “Hogar controlado” (figura 1). Este factor se considera crítico a la hora de asegurar el máximo aprovechamiento de posteriores ajustes de caldera. Bajo este escenario de “Hogar controlado” se desarrolla un ajuste y optimización del funcionamiento de cada quemador individual que resulta en la optimización global del proceso de combustión, en términos de rendimiento y de las emisiones de gases contaminantes.
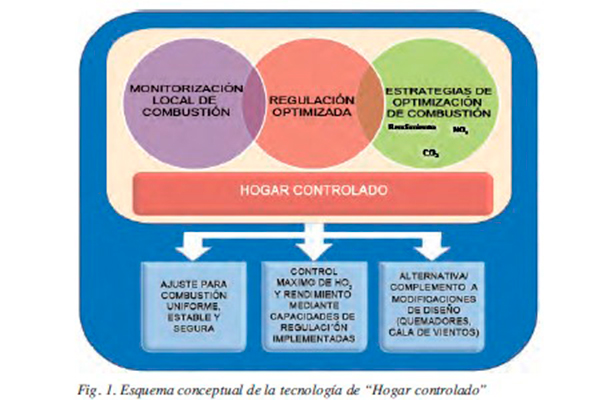
Esta aproximación tecnológica puede ser considerada bien como una alternativa económicamente ventajosa a la modificación de los sistemas de combustión (sustitución de quemadores, principalmente), o bien como una herramienta de mejora para el caso en que dichas modificaciones sean finalmente implementadas. Esta sinergia de la Tecnología de “Hogar controlado” con otras capacidades tecnológicas puede hacerse extensiva a aquellos escenarios donde los límites de emisión de NOx requeridos exijan la aplicación de medidas secundarias de abatimiento catalítico o no catalítico, para lo cual Inerco también posee desarrollos tecnológicos propios.
Para alcanzar las condiciones de “Hogar controlado”, se precisa la implementación e integración de los elementos que a continuación se describen.
Tecnologías de monitorización de la combustión
Tal y como se ha expuesto, la consecución de un escenario de operación optimizado esta inexorablemente unida a la disponibilidad de capacidades de monitorización, regulación y control adecuadas. La monitorización de las condiciones locales de combustión se efectúa mediante la tecnología ABACO-Opticom. Esta avanzada tecnología de monitorización hace posible el desarrollo de una correcta supervisión del proceso de combustión, que resulta esencial para la implementación de condiciones de “Hogar controlado”.
Esta tecnología orienta al operador para obtener el ajuste más adecuado para cada quemador individual, lo que propicia la optimización global de la unidad de combustión y hace posible tanto la consecución de importantes mejoras en resultados operativos (rendimiento y emisiones), como de condiciones de operación más seguras, fiables y flexibles, incluso en escenarios de operación dinámicos (regulaciones de carga, variación de combustible, etc.).
La utilización de la tecnología ABACO- Opticom también se traduce en la identificación de diferentes problemáticas en el funcionamiento de hornos y calderas que dan lugar a altos niveles de generación puntual o local de CO, disimuladas por valores promedio aceptables, incrementando notablemente el riesgo de corrosión y/o ensuciamiento de las secciones de intercambio. La utilización de esta herramienta de monitorización posibilita, adicionalmente, el ajuste de la geometría de la llama, la identificación del número y disposición optima de los quemadores activos para cada carga de la unidad, la caracterización de la estabilidad de la llama y/o la reducción local de la generación de NOx.
Para la consecución de condiciones de “Hogar controlado” pueden emplearse otras herramientas de monitorización de la combustión complementarias, incluyendo redes de pirómetros para determinar la distribución de temperaturas en el hogar, sistemas de monitorización de los caudales de combustible y de aire de combustión o de las emisiones de gases por chimenea.
El alcance del esquema de monitorización a aplicar se decidirá caso a caso, en función de las características de diseño y operación de cada instalación de combustión concreta y de los objetivos operativos perseguidos por las mismas.
Sistemas de regulación avanzados para la optimización de la combustión
La implementación de condiciones de “Hogar controlado” requiere, en la mayoría de los casos, de la mejora de las capacidades de regulación del proceso de combustión mediante una adecuada combinación de las siguientes actuaciones potenciales:
1) Automatización de las capacidades manuales de regulación del proceso de combustión significativas para su accionamiento de forma remota desde sala de control.
2) Instalación de elementos de regulación adicionales (válvulas, compuertas, etc.) para un control adecuado e individualizado de los aportes de combustible y/o aire de combustión.
3) Modificación en el diseño de los quemadores existentes y/o compartimentación de las cajas de viento para aumentar el potencial de regulación de la combustión.
La ejecución de este tipo de actuaciones permite mejorar las prestaciones de las capacidades de regulación existentes de manera similar a como se produciría al instalarse nuevos quemadores de bajo NOx. En caso de que se requirieran reducciones de NOx adicionales, estos sistemas de regulación son absolutamente complementarios a modificaciones de plantas más sustanciales (tales como los mencionados quemadores de bajo NOx o el rediseño estructural de las cajas de viento), propiciando asimismo la mejora de los resultados asociados a este tipo de medidas
Software experto para un control optimizado del proceso de combustión
Las condiciones de “Hogar controlado” se establecen en escenarios de operación donde se consigue un control en bucle cerrado del proceso de combustión mediante la integración de las capacidades de monitorización y regulación anteriormente descritas con sistemas avanzados de control.
En este contexto, para la integración de este control avanzado con el sistema de control de la planta, Repsol, con el apoyo técnico de Inerco, ha dedicado un gran esfuerzo en la revisión pormenorizada de las interacciones de los enclavamientos y límites operativos de los componentes de la caldera y su influencia en el proceso de combustión (demandas de vapor, excesos de O2 para el funcionamiento de quemadores, presiones en hogar, etc..). Este estudio ha permitido establecer los rangos de funcionamiento recomendados para los parámetros a modificar y los límites de funcionamiento del control regulatorio.
Este planteamiento proporciona la posibilidad de aplicar estrategias de optimización de la combustión con máxima seguridad, fiabilidad y rentabilidad. Las principales características de dichas estrategias se implementan en un sistema experto de combustión avanzado, que se establece de manera subordinada al máster de control de la unidad de combustión
Este sistema experto se configura de forma individual para cada unidad de combustión particular mediante el desarrollo de ensayos de combustión específicos.
Aplicación al caso particular de la caldera de olefinas F-1801 de Repsol C.I.Tarragona
Repsol e INERCO han emprendido de manera conjunta el proyecto de implementación de la innovadora Tecnología de “Hogar controlado” en la caldera F-1801 de la Unidad de Olefinas de la Refinería de Repsol en Tarragona con las premisas de partida y el alcance técnico detallado a continuación.
Descripción de las condiciones básicas de diseño y operación
La caldera F-1801 de la unidad de olefinas de Repsol C.I. Tarragona es un generador de vapor de proceso que consta de 6 quemadores verticales de fuel-oil dispuestos en dos filas de tres quemadores, de manera que los dos quemadores centrales de cada fila son mixtos, pudiendo procesar tanto combustibles líquidos como gaseosos. Cada una de estas filas de quemadores posee una caja de vientos independiente.
Además de los gases generados en el proceso de combustión, en la zona convectiva de caldera se aporta un caudal de humos adicional procedente de los hornos de cracking de la refinería. La inclusión de quemadores in-duct permite incrementar la temperatura de estos humos, lo que proporciona un aporte adicional de calor al proceso.
El control de combustión en la caldera se desarrolla mediante un analizador situado en la salida del economizador de la caldera que controla el contenido en O2 y CO de la mezcla de gases y un analizador de O2 de los humos procedentes de los hornos de cracking.
Por otro lado, el caudal de aire de combustión aportado se regula de manera independiente para cada caja de vientos mediante un doble control sobre la presión y caudal existente en las mismas y la actuación sobre sendos 100 dámperes de regulación situados en dichas cajas de vientos. Por su parte, el caudal de aire a los quemadores estaba históricamente fijado para mantener la presión en la caja de vientos por encima de un determinado valor de consigna, con el objeto de evitar retrocesos de llama y asegurar siempre una presión en la caja de vientos superior a la existente en el hogar de la caldera. Esta configuración ha motivado que los quemadores más próximos a la entrada de aire de cada caja de vientos hayan operado típicamente con un exceso de O2 considerable, debido a la necesidad de garantizar un aporte de aire suficiente en aquellos quemadores más alejados de dicha entrada de aire.
La no disponibilidad de capacidades optimizadas para la monitorización y regulación del proceso de combustión ha limitado el resultado del mismo en términos de eficiencia y generación de emisiones. Las principales deficiencias se localizaron en la ausencia de información precisa sobre el desarrollo de la combustión en el hogar y en la escasa flexibilidad a la hora de ajustar adecuadamente los aportes de aire de combustión a esta sección. Estas limitaciones asociadas al diseño y operación originales son especialmente significativas cuando se persigue la optimización de la eficiencia del proceso de combustión sobre la base de la reducción del caudal de aire total de combustión aportado.
Configuración particular de la tecnología de “Hogar controlado” para la caldera F-1801
El alcance tecnológico considerado para la caldera F-1801 de la unidad de olefinas ha permitido mejorar su control de combustión con objeto de conseguir la implementación de condiciones de “Hogar controlado”.
La configuración del sistema ABACO- Opticom, en el caso de una caldera integrada en el proceso, es la parte que consume la mayor parte de los recursos destinados al equipo de control avanzado que realizará las pruebas de configuración, tanto de la propiedad como de Inerco. La obtención del caso base de trabajo y la integración de los algoritmos de optimización del sistema ABACO-Opticom con el sistema de control regulatorio de la planta y de seguridades requerirá de un estudio pormenorizado de las limitaciones operativas del equipo para asegurar el éxito de la implementación y que se puedan conseguir los valores optimizados. En concreto, los trabajos realizados han sido:
- Obtener los valores de set points de seguridad de la caldera, ya que algunos de ellos pueden dar limitaciones a la optimización, y establecerlos en valores ajustados que permitan optimizar el proceso de combustión.
- Analizar el sistema de control regulatorio del equipo y preparar las variables del sistema de control para darle los datos al sistema ABACO-Opticom de la forma que los requiere. Esta labor puede ocasionar el cambio de algunos módulos de control y tratamiento de variables.
- Integrar el sistema de optimización en el control regulatorio de la caldera.
Este trabajo realizado durante las pruebas de configuración y la integración del sistema de seguridades y de control con ABACO- Opticom será clave para asegurar la obtención de buenos resultados en la optimización sostenibles en el tiempo, ya que, si no, las limitaciones operatorias y de seguridad llevarán los parámetros a valores de seguridad que no garantizarán una buena optimización.
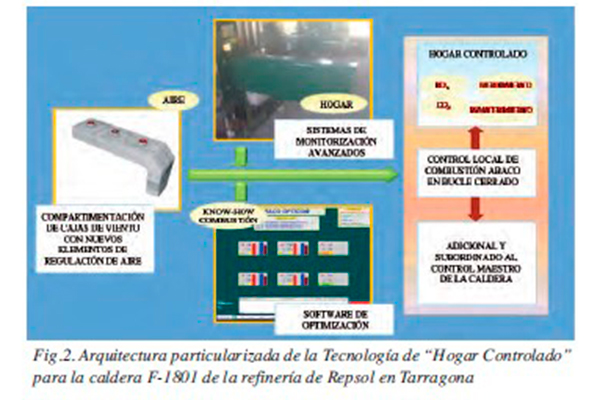
Para ello, tal y como se recoge en la figura 2, la arquitectura particularizada de la tecnología de “Hogar controlado” para esta unidad de combustión incluye las siguientes capacidades:
1) Sistema ABACO-Opticom para el control local de las condiciones de combustión en el hogar de la caldera.
2) Sistema ABACO-Air consistente en el rediseño y automatización de los registros de aire de combustión para una regulación optimizada del caudal de aire por quemador, sobre la base de simulaciones fluidodinámicas avanzadas.
3) Software experto de combustión ABACO para el control en bucle cerrado del proceso de combustión global, incluyendo la determinación y programación en DCS de los rangos de operación admisibles, desde el punto de vista de la seguridad, para las principales variables operativas involucradas en el proceso de producción.
Resultados de la aplicación de la tecnología de “Hogar controlado”
La figura 3 resume los principales resultados obtenidos en la validación de la tecnología de “Hogar controlado” en la caldera F- 1801 de la unidad de olefinas, que se ha extendido durante un periodo de 3 meses.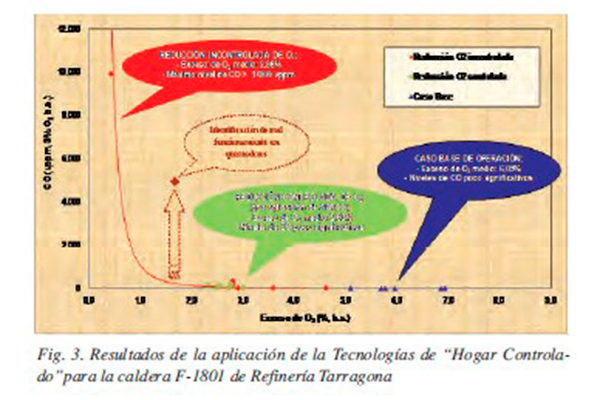
En esta figura se incluyen los resultados de la caracterización de la línea base y los ensayos de reducción del exceso de O2, bien de manera incontrolada o bien de forma controlada empleando esta tecnología.
Caracterización de la línea base de la caldera F-1801
Se ha caracterizado la línea base de combustión de la caldera F-1801 mediante la ejecución de una extensa campaña de ensayos en la que se ha empleado las nuevas capacidades de monitorización y regulación implementadas. Esta campaña de ensayos se ha diseñado para cubrir todos los posibles escenarios operativos en términos de carga requerida, naturaleza y proporciones de los combustibles empleados, quemadores en servicio, exceso de oxígeno disponible, etc…
Los principales resultados obtenidos en este diagnóstico de combustión se incluyen a continuación:
1) Como sucede en la práctica totalidad de casos en los que no se dispone de las herramientas que se describen, se identificaron importantes desequilibrios de combustión entre quemadores individuales. Las diferencias caracterizadas en los niveles de exceso de O2 se sitúan en torno al 2 por 100, si bien estos desequilibrios se incrementan hasta valores aproximados del 4 por 100 para escenarios de reducción incontrolada de O2. Estos desequilibrios limitan la reducción efectiva del exceso de aire global de combustión, principalmente por la aparición de valores insostenibles de CO a medida que se reduce el exceso de aire, asociados a aquellos quemadores que operan con un menor exceso de O2.
2) Por este hecho, se registran elevados niveles de O2 en condiciones operativas de referencia. Los valores medios de O2 en el hogar de caldera caracterizados por el sistema ABACO-Opticom se sitúan en el entorno del 6 por 100 y, vinculados a éstos, se determinan consumos de combustible y generación de emisiones (CO2, NOx) en exceso.
3) Como se avanzó anteriormente, la reducción sin control (sin los medios adecuados para el correcto seguimiento y regulación) del exceso de O2 resulta en un importante aumento del valor de CO en las secciones de salida del hogar, hasta alcanzar niveles superiores a 10.000 ppmv. Estos escenarios mantenidos en el tiempo, además de ser altamente ineficientes, son potencialmente peligrosos para la integridad de la caldera.
Implementación de condiciones de “Hogar controlado” en la calderaF-1801
La aplicación de la Tecnología de “Hogar controlado” a esta caldera ha proporcionado resultados bastante positivos. En la Figura 3 se puede observar una clara evolución en los niveles de exceso de O2 proporcionados por el sistema ABACO- Opticom desde la línea base hasta las condiciones de combustión controlada alcanzadas, con reducciones muy relevantes en las concentraciones medias de O2. Los resultados incluidos en la figura muestran igualmente una clara reducción en la dispersión de los valores de O2 obtenidos, los cuáles quedan agrupados en un rango más controlado. Como consecuencia, los valores medios de CO obtenidos se han mantenido en niveles pocos significativos.
En términos generales, la minimización del exceso de O2 alcanzada ha supuesto un ahorro aproximado del 3 por 100 en el consumo de combustible de la caldera de olefinas F-1801
Desde un punto de vista medioambiental, esta mejora de eficiencia supone la obtención de reducciones equivalentes en las emisiones absolutas de gases contaminantes que, para el caso del CO2, supone una disminución de 6.850 toneladas anuales. Asimismo, la reducción del exceso de O2 promovida se traduce en reducciones simultáneas de mayor entidad para las emisiones de NOx, alcanzando valores medios superiores al 20 por 100, que se corresponden con los resultados obtenidos en la aplicación de la tecnología de “Hogar controlado” para otras instalaciones de combustión.
Por otro lado, el incremento del control de combustión limita los valores de combustible inquemado y de las emisiones de CO, que resultan despreciables para los escenarios de bajo exceso de O2 más exigentes.
Desde un punto de vista económico, de acuerdo con la mejora de eficiencia obtenida, la consecución de ahorros de combustible en torno al 3 por 100 se traduce en un ahorro anualizado de 2.260 toneladas de FOE (fuel-oil equivalente). Este ahorro de combustible supone un beneficio operativo superior a los 800.000 euros anuales, lo que le confiere al proyecto una rentabilidad muy relevante, que alcanza un valor del 38,2 por 100 (TIR ddi).
Como beneficio adicional, los escenarios de operación controlada posibilitan la identificación inmediata e inequívoca del funcionamiento inadecuado de quemadores individuales. Este tipo de problemáticas permanecen ocultas o disimuladas al monitorizar de forma conjunta o global el resultado del proceso de combustión mediante analizadores ubicados en secciones de salida del equipo de combustión, constituyendo una clara limitación al aplicar reducciones del exceso de O2 de operación. La rápida y precisa identificación del mal funcionamiento de quemadores constituye una herramienta valiosa de ahorro de costes a la hora de planificar y ejecutar programas para el mantenimiento preventivo o correctivo de quemadores.
Las condiciones de combustión conseguidas mediante la implementación de estrategias de “Hogar controlado” en esta caldera proporcionan escenarios de combustión más seguros, sostenibles (niveles de CO despreciables), homogéneos y eficientes.
Conclusiones
La tecnología de “Hogar controlado”, comercializada como ABACO por Inerco, ha proporcionado extraordinarios resultados en términos de mejoras de rendimiento y reducción de emisiones contaminantes en más de treinta unidades de combustión, incluyendo grandes calderas para la generación de energía eléctrica y hornos de proceso.
De esta forma, los significativos ahorros operativos propiciados por ABACO permiten amortizar las inversiones producidas en plazos de recuperación muy cortos. Asimismo, merced a los excelentes resultados obtenidos para la reducción de NOx, con mejoras típicamente superiores al 20 por 100, la tecnología ABACO ha sido calificada como mejor técnica disponible para el control de las emisiones de NOx por la Directiva Europea IPPC.
La potencialidad demostrada por ABACO ha sido refrendada en la caldera F-1801 de la unidad de olefinas de Repsol C.I. Tarragona, donde la reducción controlada de exceso de O2 ha permitido obtener ahorros de combustible en el entorno del 3 por 100, con las consiguientes reducciones equivalentes en emisiones absolutas de gases contaminantes y una reducción adicional en las emisiones de NOx por encima del 20 por 100. Los resultados obtenidos le han conferido al proyecto una excelente rentabilidad.
Por otro lado, la tecnología ABACO ha dado lugar a una clara mejora en el control de combustión que ha hecho posible el equilibrado del proceso y la eliminación de zonas subestequiométricas cuando se aplican estrategias de reducción del aporte de aire a la caldera. Todo esto redunda en el incremento de la fiabilidad de la unidad, una operación más segura de la misma y la reducción de los costes de mantenimiento asociados. Asimismo, la identificación del funcionamiento defectuoso de quemadores (con anterioridad a la aparición de problemas de mayor relevancia), junto con el control continuado de CO y los combustibles inquemados (asociados a la aparición de episodios de fouling y a la formación de depósitos de coque) proporcionan una información crucial para llevar a cabo actuaciones de mantenimiento preventivo en la caldera.
El potencial de esta estrategia de optimización se ve significativamente incrementado en escenarios caracterizados por la variabilidad de los aportes de combustible o las cargas de operación, en los que, de otro modo, las modificaciones que se producen en los procesos de combustión pasarían inadvertidas para los operadores de las unidades de combustión.
Como consecuencia de los excelentes resultados obtenidos en el presente proyecto, INERCO y Repsol están evaluando actualmente las posibilidades de extrapolación de la tecnología de “Hogar controlado” a otras instalaciones de combustión.
Enrique Tova
Miguel Angel Portilla
Miguel Delgado
Sixto López

The Author
Related Posts


