

New LOI Monitor for Maximizing Accuracy and Reliability Using Calcination Techniques
INTRODUCTION
The adequate measurement of Loss On Ignition (LOI) in pulverized coal boilers is an issue of the utmost importance for optimizing all-round boiler operation, as this parameter has direct influence on efficiency and marks the limit to establish targeted boiler tunings for NOx minimization. Additional benefits are those related to the surveillance of ash quality for its sale to the cement industry, the proper calculation of CO2 emissions or the continuous monitoring and control of downstream facilities for coal ash separation or postcombustion.
The benefits associated with the measurement of this parameter also becomes evident by the possibility of providing appropriate monitoring of ash characteristics to assure the revenues coming from its sale, in addition to defining applicable limits for NOx control operative strategies or other combustion optimization tunings.
Despite its importance, the process of monitoring this parameter is reduced to daily manual ash sampling, generally from the electrofilter hoppers, for laboratory analysis afterwards. It takes a long time to generate measurements from this procedure (in some cases up to a day) making impossible to effectively adjust the combustion conditions on a continuous base.
In addition, the usual on-line equipment currently used to measure unburnt matter in ash generally demonstrates significant sensitivity to variations in fuel and ash nature, as well as on boiler dynamics. Typical indirect methods (microwaves, infra-red, etc) are normally applied which in some cases cast considerable doubt on the values they provide, resulting in requirements of periodic calibrations when any of the aforementioned parameters is modified.
This boiler operator demand has been satisfied through the application of the new LOI monitor developed by INERCO (commercialized as ABACO-Loi, patent pending), thanks to years of expertise in designing custom-built equipment for pulverized solids handling and analysis.
The ABACO-Loi monitor, specifically designed to withstand industrial working conditions and minimize maintenance actions, provides accurate measurements by automatically and precisely reproducing the laboratory standard procedure, that is to say, combining appropriate weight and calcination stages. The result is an innovative calibration-free technology producing reliable LOI measurements without affection of typical variations in the physical-chemical properties of coal or fly-ash.
REFERENCE METHODOLOGY
The principle behind the ABACO-Loi monitor is the determination of the LOI (Loss On Ignition or loss of mass for a sample of particles when it is heated to a constant weight in a kiln at temperatures assuring its total combustion, normally over 750 ºC, although calcination temperature is fully configurable).
Drawing on their vast experience in handling and sampling powdered solids, INERCO has developed the automatic ABACO-Loi system which, when connected directly with the particle pneumatic transport pipe or even with the ash hoppers, reproduces the laboratory measuring process on an industrial scale. In this way, the ABACO-Loi is an on-line monitor, specifically designed to withstand industrial working conditions, providing reliable unburnt matter measurements for the coal ash and whose accuracy in terms of laboratory measurement has been verified by INERCO, obtaining standard errors as low as 0.15%.
In addition to assuring accurate analysis of unburnt matter, ABACO-Loi pays particular attention to the sampling procedure, in order to guarantee that the ash being analysed is representative of the ash generated by the power station. This aspect is generally not taken into account by other systems and, as a result, usually affects their results to a greater extent than the accuracy of the analysis process itself.
It should be also considered that in the LOI test method for some kind of ashes the weight loss could not be only related to the presence of unburnt carbon in fly ash, but also to carbonates, and combined water, present in hydrated lime or residual clay mineral. Moreover, the presence of sulphides, sulphur, and some iron minerals will decrease the LOI value due to gain in weight because of oxidation (however, it is accepted that carbon is the substance most responsible for ignition loss).
In case of managing ashes containing such components that interfere with the LOI determination, INERCO has developed a specific procedure, implemented in the ABACO-Loi system (as an option) based in thermogravimetric analysis of the mass loss. This method is based in calcination under inert/oxidizing atmospheres permitting one to differentiate between the contribution of hydrated lime and calcium carbonate to the LOI and the contribution of unburnt carbon contents in fly ashes.
In this case, N2 is needed to be supplied to ABACO-Loi to produce the heating of the ashes to be analyzed in an inert atmosphere. During this process, oxidation of carbon by gaseous O2 would be hindered and carbonate content is determined; subsequently, the sample is heated in an oxidizing atmosphere and carbon oxidation takes place.
Thus, this advanced online monitor is found to be applicable not only for the accurate determination of LOI in conventional coal ashes but in those problematic coal ashes having big interferences when applying the standard method.
OPTIMIZED CONFIGURATION
The ABACO-Loi has been engineered and designed to respond to the main constrains and challenges demanded by plant operators: maximum accuracy, representativeness, repeatability and flexibility, compatible with minimum capital expenditure, operating costs and maintenance needs (that includes no preventive maintenance and no need for calibration, based on the measuring principle used).
To this end, the LOI monitor is conceived as modular equipment, in order to assure flexible application and easy assembly in small spaces. The system is made up of 3 independent modules (Figure 1), connected together:
- Sampling Module
This module has the equipment required to extract and collect particle samples of enough size to assure total representativeness.
In the process of application of this LOI monitor, the most appropriate points for extracting the ash are assessed, as well as the proper configuration of the Sampling Module in accordance with installation characteristics, process dynamics and customer requirements.
In the particular case of power plants, the Sampling Module is normally connected to one or several pneumatic transport ducts conveying the ash to the silo. This is the ideal location according to INERCO’s experience, as these small ducts convey all the power plant’s ash, minimizing representativeness errors generated when ash is extracted from the boiler’s gas outlet ducts. In this case, the sampler offers the option of being synchronized with the electro filter hopper emptying sequence, for which a discharging digital signal system must be provided.
As an optional scope, it may include a manual sample collection system to contrast equipment measurements or to analyze other parameters in the laboratory.
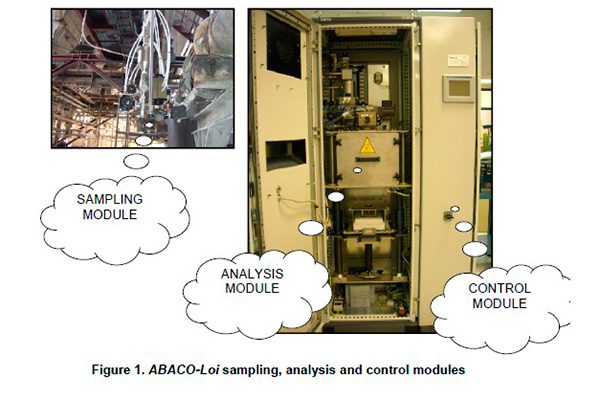
- Analysis Module
This module provides the equipment to transport the aliquot to be analyzed from the Sampling Module. This aliquot is weighed on sensitive scales before and after calcination in a kiln at temperatures over 750 ºC (fully configurable to attend specific demands), after which it is returned to the coal ash transport system.
The Analysis Module can be connected to multiple Sampling Modules, from which it pneumatically receives samples in a sequential manner. This way, it can produce values of LOI from different points that can be further processed for optimizing the process or for obtaining the average LOI. Total distance for the ash transport from the different sampling unit should be taken into account so as to avoid ash deposit phenomena, among other problems. This drawback can be easily solved by applying different Analysis Modules, which presents also additional advantages as reducing even more the total response time for several sampling demands.
- Control Module
This module is equipped with a PLC and all the electrical apparatus to control the operation of the Sampling and Analysis Modules, as well as, managing the communications with the Control Room.
ADVANTAGES OF APPLYING THIS ADVANCED ONLINE LOI MONITOR BASED ON REFERENCE METHOD
Among others, it should be underlined the following items:
- Maximum accuracy within the entire range of measurement, ranging from 0% to 100% LOI in fly ash (see Figure 3). Typical standard errors are below 0.2%.
- Unaffected by variations in physical-chemical properties of coal ash. This is of great interest in the case of Power Stations, or Coal Ash treatment units (separators, post combustors, etc.), managing coal ashes of different nature (i.e. resulting from the combustion of various fuel types as coal blends, biomass, biomass + coal blends, etc.).
- Based on reference techniques (weighing and calcination, equivalent to the laboratory procedure), avoiding frequent calibrations or adjustments required by other systems applying indirect measuring principles (microwaves, IR, etc.).
- Maximum reliability of results, making possible the avoidance of parallel laboratory test dedications.
- Robust, simple and service-free monitor. Bends and other components that are prone to wear are made of special anti-wearing steel and designed to guarantee long life service. The layout of valves has been optimized in order to facilitate maintenance and substitution, if necessary, in very short-time operations.
- Time saver, accounting both the avoidance of laboratory dedication and plant operators’ duties for maintenance purposes.
- Modular design for providing versatile application in order to fulfill client demands (customized solutions).
- Optimized control software. Optional remote diagnosis and adjustment of the monitor via internet.
- Response time: as low as 5 minutes per sample.
- Possible extension to other solid sample analyses (i.e. ash content in pulverized coal, including isokinetic sampling in accordance to US or European Standards).
CASE STUDY. APPLICATION TO SEPARATION TECHNOLOGIES’ PLANT AT BALTIMORE, MD
Despite its relatively recent development, the advantages of this new LOI monitor triggered its applications at both European and US Power Plants, counting on up to 10 operative units (9 of them in Europe and 1 at ST Baltimore’s plant).
Other ABACO-Loi applications are currently under evaluation in different US Power Plants, as well as, coal ash separators and post combustors.
This chapter discusses the results being produced at the ST Baltimore’s plant. For this application, one single unit of ABACO-Loi is being used to monitor the product ash coming from two different coal ash separators. This way, using two Sampling Modules, product ash samples are directly forwarded to the Analysis Module of the LOI monitor (Figure 2) to sequentially determine the quality of the resulting product ash.
Figure 3 shows the comparison established between LOI results produced by ABACOLoi and the results of the laboratory determinations over samples of product ash manually extracted at the same moment at ST Baltimore’s plant.
To show the real potential of the ABACO-Loi monitor when analyzing coal ashes with higher LOI values, Figure 3 also represents the results of similar comparison process made for other round tests carried out at European power plants, to complement the data obtained at ST Baltimore’s plant with other having higher LOI results.
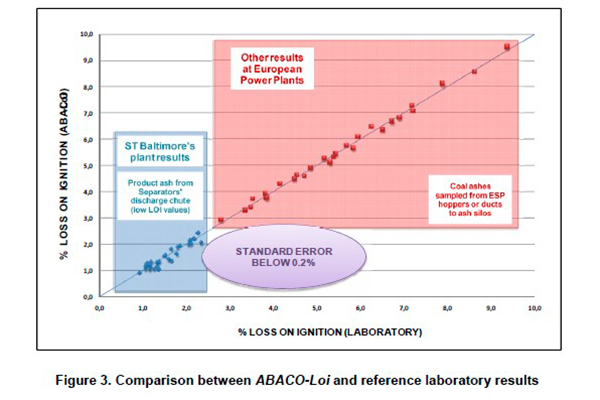
It can be observed a very good agreement between ABACO-Loi and laboratory measurements. The standard error of ABACO-Loi results has been assessed to be similar to the one of the reference procedure used by plant operators, which is estimated to be in 0.15%, this highlighting the significant accuracy and reliability of the results produced by the ABACO-Loi monitor.
Moreover, Figure 4 shows the LOI signal produced by ABACO-Loi (purple circles) and the representation of periodic laboratory determinations (black diamond) produced according to the preexisting procedure for controlling the quality of the product ash. Although samples are taking in different moments, and even in different sections, the overall results show a very tight correspondence of the determinations made by ABACO-Loi monitor. The results also corroborate an ideal adjustment to the dynamics of the separation plant, processing different coal ashes coming from different units.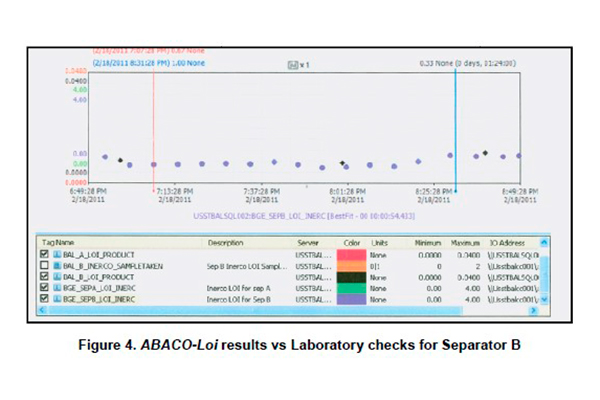
Both analyses exhibit the following overall results:
- Maximum accuracy or ABACO-Loi for this application, with a perfect adjustment to the dynamics of the separation plant.
- Precise correlation with the results obtained from the reference procedure used for controlling the quality of the product ash.
- Maximum reliability on LOI monitor performance and results.
- No need for calibration. The measuring principle and conceptual design of this monitor makes it no necessary.
- No drift on results, even when more than 8,000 samples are processed monthly.
CONCLUSIONS
The new online LOI monitor developed by INERCO fully satisfies the demands and expectations of plant operators for an accurate and reliable measurement of such a crucial parameter for combustion optimization, solving the main problems affecting to other LOI monitors based on indirect measuring principles.
This LOI monitor is designed to withstand aggressive industrial environments while producing optimized performance with no need for calibration or preventive maintenance. As a consequence, man labor is avoided as regards the typical dedications to adjust or calibrate the LOI monitor to produce consistent results for coal ashes of different nature or properties, and even avoiding the necessity of laboratory determinations for contrasting the accuracy of the LOI monitor based on indirect measuring principles.
Moreover, once results uncertainty is removed, thanks to the high reliability standards offered by ABACO-Loi monitor, the resulting signal produced by this advanced monitor could be perfectly integrated into the control algorithms of the unit to achieve a real and continuous optimization of both the combustion process and the post treatment of coal ash byproduct, which is a big challenge that industry could easily solved by applying this front-line LOI monitor.
The effectiveness of this state-of-the-art technology has been proved at US and European industrial plants resulting in accurate LOI results and improved control of the process.
This LOI monitor is, on the one hand, a must-have tool for plant operators so as to manage a proper combustion performance, and additionally a perfect complement to other combustion optimization technologies offered by INERCO, focusing on heat rate improvement and/or NOx control.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the collaboration of other personnel involved in activities resulting in this paper. Special thanks are given to the management and technical staff of Separation Technologies, and to the INERCO Industrial Processes Division.
Francisco Rodríguez Barea
Enrique Tova
Miguel Morales
Miguel Angel Delgado
Mariano Reyes



