

Minimization of capital and operational costs for DeNOx technologies in new and existing combustion facilities
INTRODUCTION
The coal power sector is being challenged by the current industrial and economic climate, characterized by the increasingly stringent environmental legislation and the reduction of natural gas price. Therefore, electric utilities are forced to install high-efficiency abatement technologies to comply with pollutant emission limits while paying special attention to profitability criteria. This economic concern is not only focused on the decision-making process of undertaking retrofit actions in their facilities, but also on their day-to-day operation to minimize current operating costs.
The regulation of nitrogen oxide (NOx), which is one of the most damaging environmental pollutants, is becoming particularly severe worldwide. In order to meet the imposed emission limits, the exclusive application of primary measures (combustion control), such as combustion tuning, low-NOx burners and over fire air (OFA) systems, have proven to be insufficient under most circumstances. Among the commercially available post-combustion (secondary measures) NOx abatement systems, Selective Catalytic Reduction (SCR) systems are the most appropriate and widely used technology to reach the high reduction efficiencies required. However, the installation or use of conventional SCR solutions in existing combustion facilities has technical and economic drawbacks.
First, the installation of a separate SCR system reactor is technically difficult in most existing facilities due to the lack of available space to undertake such a significant retrofit action. Besides, this solution might not be optimized from an economic viewpoint, as it leads to extremely high investment costs that would seriously jeopardize the profitability of the facility, bringing serious difficulties to amortizing the investment, especially in those power plants with a short remaining lifetime. Also, it entails high annual operating costs and a loss of efficiency that affects plant profitability.
Second, in those facilities where SCR systems are already installed, their significant operating costs bring about a pressing need to optimize their performance through the reduction of reagent consumption or the improvement of catalyst management. Considering current power plant operating trends, characterized by frequent start-ups and shut-downs and increasingly long part-load operating periods, the lack of flexibility shown by SCR systems makes it even more difficult to justify the investment and operating costs required to achieve the target NOx emissions limits.
Facing this complex scenario, characterized by the lack of technological alternatives to conventional SCR systems, INERCO has developed a methodology and technical approach based on the customizable combination of advanced primary and secondary measures for the reliable and cost-effective minimization of NOx emissions in any operating scenario.
The integrated approach developed by INERCO relies on proprietary advanced regulation capabilities which provide an optimized distribution of coal supply to the boiler. This approach is enhanced by incorporating improved combustion control based on state-of-the-art monitoring tools that have been developed and widely demonstrated by INERCO. As a result, it is possible to achieve minimum NOx emissions compatible with combustion control and process safety. Starting from a safe low NOx operating condition, the INERCO approach also entails the tailor-made integration of proprietary DeNOx solutions with advanced capabilities to achieve optimum results in large-sized boilers. Consequently, the INERCO approach constitutes a cost-effective alternative to new SCR systems due to the considerable savings in investments costs combined with an effective complementary solution to existing SCR systems, as it is able to produce remarkable reductions in operating costs.
This paper is focused on the description of the novel technological solutions conceived by INERCO and the depiction of the successful results attained in representative case studies. Based on these results it was also possible to carry out an economic comparative assessment between this approach and the use of conventional SCR technologies for new and existing combustion facilities.
ADVANCED PRIMARY MEASURES FOR NOx MINIMIZATION
Management of the fuel supply to the boiler
An efficient operation in industrial combustion units depends greatly on the correct distribution of fuel and air supplies to the combustion chamber. Heat rate, emissions (NOx, CO, CO2, particles) and the appearance of collateral operating problems, such as corrosion, slagging or carbon-in-ash, are strongly dependent on this distribution. Therefore, the effectiveness of stricter combustion controls is based on the actual balancing of the combustion process.
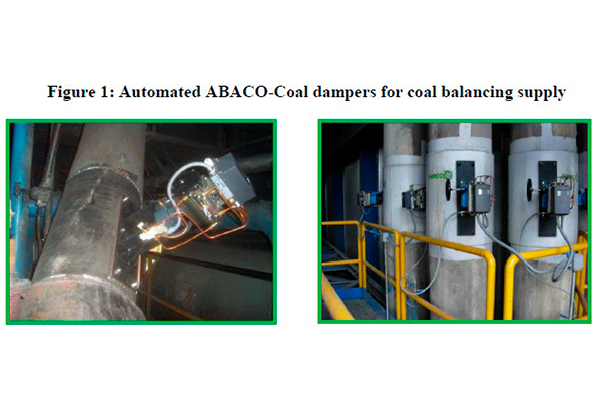
In order to achieve a balanced distribution of coal supply to the combustion chamber, INERCO has developed ABACO-Coal dampers, either an automated or manual regulation system that provides an effective regulation of pulverized coal flow in the ducts from mills to burners (Figure 1). The application of this technology results in an enhanced control of coal flow rates to each burner, which leads to the reduction of typical coal supply imbalances between ducts belonging to the same mill from ±20% – ±30% to ±5% – ±10%.
In addition, optimized operating strategies to minimize NOx emissions are also based on achieving maximum stratification of coal and air supplies to the boiler. However, the actual applicability of these strategies is hampered by two main factors. First, the appearance of operating problems, such as increased carbon-in-ash or efficiency losses. Second, the impossibility of maintaining the most favourable coal and air distribution, due to necessary maintenance actions on the milling systems, which leads to increased NOx emissions, carbon-in-ash or furnace temperatures.
These limitations are overcome by the novel FLEXICOM-LNB technology, which enables the adoption and steady maintenance of optimal in-furnace firing distribution for any operating scenario (boiler load, milling system arrangement, fuel quality). This leads to the minimization of NOx generation for all operating scenarios while avoiding the appearance of the aforementioned collateral negative effects. Besides, it also keeps boilers from unfavourable situations linked to unavoidable mill maintenance activities. The achievement of these objectives is based on the retrofit of the coal distribution system with two advanced regulation systems:
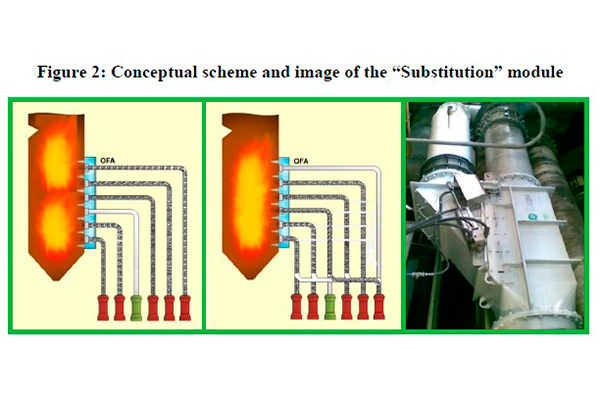
- Substitution System – steady air and fuel supply irrespective of mills in service, which avoids unwanted scenarios promoted by mill unavailability (“burner gaps”) that produce increased NOx emissions and carbon-in-ash. This also allows the strict fulfillment of the mill maintenance programs scheduled by the utility (Figure 2).
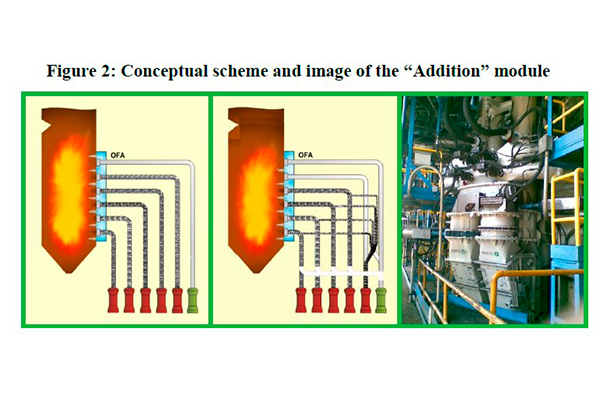
- Addition System – minimum NOx generation by the achievement of maximum fuel stratification and coal residence time, without increasing mill production and, therefore, without penalizing coal fineness, which favors the minimization of CO emissions and the control of unburned carbon-in-ash (Figure 3).
The combination of both systems avoids shifting the combustion process to the upper furnace region, as happens for high performance over-fire air (OFA) solutions, resulting in a more effective way to control furnace temperatures (flue gas, radiant superheater (SH) surface, live steam, etc.) and desuperheater spray flow rates. In addition, they enable an enhanced grinding potential for the mills and an increased pulverized coal residence time, which favour the minimization of CO emissions and the control of unburned carbon-in-ash. Consequently, besides the minimization of NOx emissions for all operating scenarios, the beneficial features of FLEXICOM-LNB lead to the optimization of boiler efficiency and heat rate and the avoidance of collateral operating problems (carbon-in-ash, corrosion, etc.).
This approach also provides increased boiler and milling system availability and optimizes operating flexibility, since FLEXICOM-LNB fits any boiler load or milling system arrangement. This enables the use of lower quality coals and co-firing of alternative fuels. In addition, maintenance programs used by the utility are not affected by operating constraints. Consequently, the optimized operating scenarios promoted by this technology can be a long-term operating solution.
Finally, these technologies are fully-complementary with other conventional primary measures for NOx reduction also applied by INERCO, such as over-fire air (OFA), burner or windbox upgrades, fuel reburning or mill classifier retrofits (Figure 4). In addition, the resulting operating scenarios promote an increased furnace region for reburning secondary fuels and favorable conditions for the injection of ammonia or urea in the high-temperature furnace areas.

The possibility of taking full advantage of the FLEXICOM-LNB technology, ABACO-coal dampers and any other conventional primary measures is the tight combustion control achieved by diverse advanced monitoring tools also developed and widely demonstrated by INERCO. These advanced monitoring tools are mainly focused on the measurement of local in-furnace combustions conditions and unburned carbon-in-ash.
The achievement of optimized combustion scenarios is based on the characterization of actual in-furnace combustion conditions using the ABACO-Opticom technology. This monitoring technology provides precise surveillance of the combustion process through the direct and automated measurement of gas concentration profiles (O2, CO, CO2, NOx, SO2) on the envelope of each fuel and air stream entering the combustion chamber and near the furnace walls (Figure 5). The information provided is highly valuable for preventing detrimental corrosion to boiler walls and for tuning key combustion parameters to optimize emissions and efficiency.

In addition, adequate measurement of unburned carbon-in-ash or Loss on Ignition (LOI) in coal-fired boilers is an issue of utmost importance for optimizing boiler operation. This parameter has direct relationship to efficiency and establishes a targeted boiler tuning limit for NOx minimization. It is also a necessary measurement for the surveillance of ash quality for its sale to the cement industry.
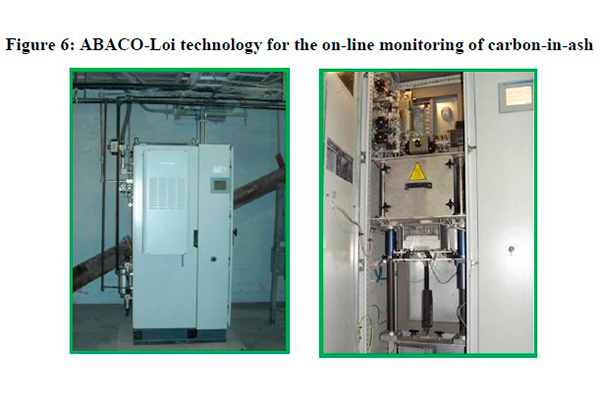
The automated monitoring of carbon-in-ash is accomplished by using the ABACO-LOI monitoring system, which is unique industrial equipment based on the application of laboratory reference techniques used for the characterization of fly-ash (Figure 6). This system shows a very tight alignment to the dynamics of the plants without drifts or recalibrations when physical-chemical properties of coals or ash vary. Standard errors are kept below 0.2% for the highest monitoring demand (over 8,000 measurements per month).
RESULTS FROM THE ADVANCED PRIMARY MEASURES
The monitoring and regulation technologies previously described can be managed using an integrated control system, named ABACO. ABACO has an Expert Software that is able to perform the closed-loop operation and optimization of combustion process, while reducing potential boiler corrosion problems by avoiding extremely low O2 concentrations at the boiler walls.
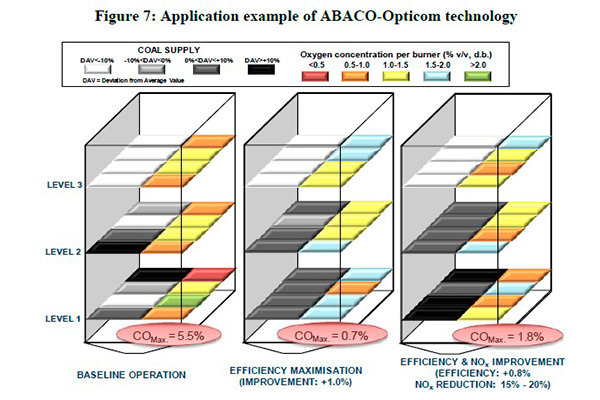
To illustrate the potential of the ABACO approach, Figure 7 shows three different operating scenarios in a front-wall coal-fired boiler characterized by measuring the individual coal supplies to the burners and the gas concentration profiles obtained through ABACO-Opticom:
- Baseline operation: this shows significant imbalances in the coal supply and in-furnace O2 concentrations.
- Optimized efficiency scenario: where balancing the coal supply through ABACO-Coal dampers has led to an increased efficiency of 1.0%.
- Operating scenario seeking a combined optimization of efficiency and NOx reduction: this has produced up to 20% NOx reductions and heat rate improvements around 0.8% by the balancing and staging of the coal supply.
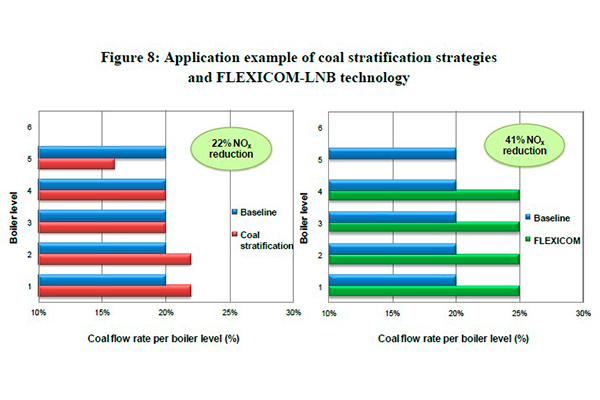
The availability of ABACO-Opticom and FLEXICOM-LNB technologies has enabled the reliable and safe implementation of coal stratification strategies to achieve optimized operating scenarios with minimum NOx emissions. Figure 8 shows the coal distribution profiles and the NOx reduction achieved in two different operating scenarios relative to the baseline coal vertical distribution in a tangentially-fired boiler with 6 burner levels:
- Maximum coal stratification based on the differential tuning of mills (fuel biasing), the balancing of coal supply and the enhanced control provided by ABACO approach, resulting in a 22% reduction in NOx emissions.
- Combined application of FLEXICOM-LNB (Addition Module) and ABACO-Opticom technologies to achieve a reliable distribution of the coal flow supplied by the uppermost mill between the remaining mills, which produces a 41% reduction in NOx emissions without affecting coal fineness.
The technological approach described has been demonstrated by INERCO in over 140 test programs conducted in more than 70 industrial facilities worldwide, highlighting its broad experience in pulverized coal power plants. INERCO has carried out over 100 optimization projects, including combustion tunings and supply of equipment for combustion characterization and optimization, in more than 50 coal-fired power units.
These optimization programs have been carried out in combustion units with power outputs of up to 625 MWe, for different loads ranging from MCR to MSG conditions, with different boiler/furnaces designs (tangential, front-wall, opposed-wall, arch-fired, vertical, etc.), firing any type of fuel (bituminous and sub-bituminous coals, lignite coals, anthracite coals, biomass, oil, natural gas, etc.) and co-firing very diverse secondary fuels (low quality coal, oil, pet coke, biomass, meat bone meal, etc.).
There have been multiple goals for these projects. They have focused on the diagnosis and targeted tuning of combustion units to achieve different objectives, such as a global combustion process optimization, the minimization of NOx emissions, the improvement of combustion efficiency and heat rate, the minimization of carbon-in-ash, the optimization of fuel usage (new fuel blends including poor quality or difficult coals, or else, secondary fuels), the maximization of plant availability or the balancing of combustion performance.
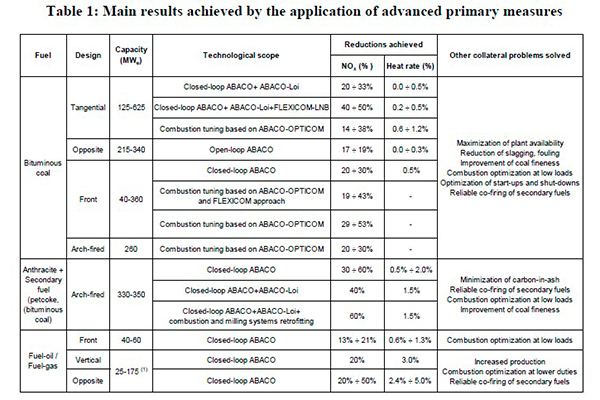
Table 1 summarizes the main results achieved by applying the described approach with varying scopes in accordance with the specific design and operating characteristics of each plant. These results indicate that the proposed approach provides the most favorable scenarios achievable through the use of primary measures before the implementation and integration of DeNOx secondary measures.
SECONDARY MEASURES: ADVANCED SNCR TECHNOLOGY
In order to comply with NOx emissions limits imposed by environmental legislation using a cost-effective approach, INERCO has developed a non-catalytic abatement technology which is highly complementary with the primary measures previously described. Different images of this novel technology can be seen in Figure 9.

In general, the maximum potential of non-catalytic secondary measures, such as selective non-catalytic reduction (SNCR) systems, has been demonstrated in small industrial and power boilers. However, the reduction efficiency achieved in larger coal-fired power units has been low, mainly due to the boiler size (reagent penetration and mixing into the flue gas) and the difficulties in identifying optimum temperature windows with variable operating scenarios. The following are the key performance parameters in the SNCR process:
- Temperature – O2 and CO concentrations define the operating temperature window where the NOx reduction reactions occur at high efficiency rates.
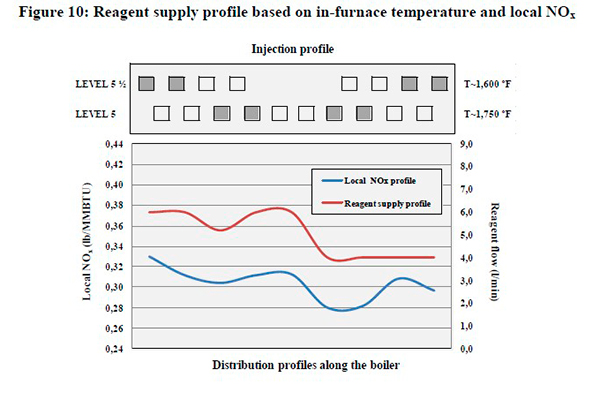
- NOx profiles – NOx profiles are produced in the combustion zone based on the specific design of the boilers. However, these profiles are non-uniform and not constant over time due to the dynamics linked to the combustion process. Precise knowledge of the NOx content in the injection zones is needed to achieve optimized injection of the correct reagent quantity per injection port.
The approach designed by INERCO is intended to meet these parameters by achieving highly flexible reagent injection in the most suitable furnace areas. The availability of the INERCO ABACO-Opticom advanced in-furnace monitoring capabilities provides the temperature profile and composition (NOx, O2 and CO) upstream of the injection zone to assure optimized injection profiles based on the individual control of reagent injection in each lance. The application of optimized reagent supply strategies as those shown in Figure 10 brings two direct benefits: higher NOx reduction rates compared with conventional applications and effective control of ammonia slip.
CASE STUDY: FULL INTEGRATION OF INERCO’s PRIMARY AND SECONDARY MEASURES
The most extensive integration of the primary and secondary measures developed by INERCO was accomplished in a 350 MWe arch-fired boiler in which a blend of anthracite and bituminous coal is burnt. The technological approach that was implemented and successfully validated by INERCO at this facility was carried out in two main phases.
1) Implementation of primary measures
The primary measures installed at the reference plant consist of advanced combustion optimization technologies and enhanced combustion regulation capabilities, with the scope detailed below and also depicted in Figure 11:
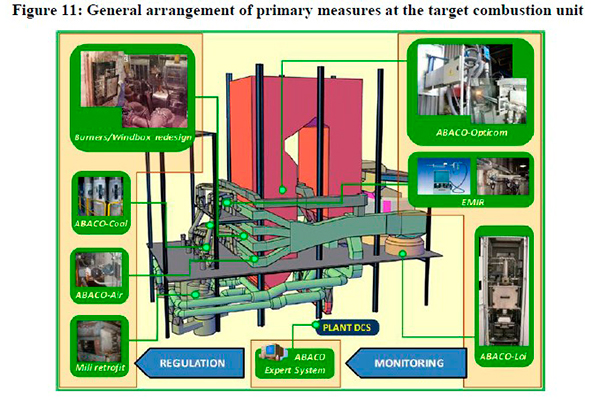
- Combustion optimization technologies:
– ABACO-Opticom system for the advanced in-furnace monitoring of gas concentrations (O2, CO, CO2, NO) in the area of influence of each burner.
– EMIR technology, for the automated sampling and monitoring of coal flows to the burners.
– ABACO-LOI, for the automated sampling of fly-ash from the ESP and the subsequent characterization of carbon-in-ash by determining the Loss on Ignition (LOI).
– Automated ABACO-Coal dampers, for the balancing of coal supplies to the boiler
– Improvement and automation of air regulation capabilities.
– Integration of new and existing monitoring and regulation systems within the ABACO Expert System for the optimized closed-loop control of combustion process.
- Retrofit of combustion regulation capabilities:
– Installation of regulating devices in all mill classifiers, so as to convert them into adjustable classifiers, with wide capability to improve coal fineness.
– Retrofit of the wind box (modification of air registers and construction of OFA ducts and dampers) to achieve an improved stratification of combustion air.
– Retrofit of burners for an enhanced stratification of coal supply.
– Validation of FLEXICOM-LNB approach by the specific implementation of appropriate operating scenarios.
The implementation of this approach provided extraordinary results: 44% NOx reductions, along with a cumulative heat rate improvement of 1.5% relative to the historic baseline.
2) Demonstration of the Advanced SNCR technology
The novel NOx abatement technology conceived by INERCO was validated at the target facility using the following approach:
- Implementation of the Advanced SNCR technology adapted to the injection of urea or ammonia in up to 8 injection points simultaneously. These injection points were selected in three different furnace areas based on existing temperatures.
- Arrangement of a complementary monitoring approach consisting of:
– In-furnace temperature monitoring through optical pyrometers and High Velocity Thermocouple (HVT) probes.
– In-furnace manual measurement of gas concentrations (O2, CO, CO2, NO) in additional points to those monitored by ABACO-Opticom.
– In-situ ammonia slip monitoring through a laser-based gas analyzer.
By conducting more than 130 injection tests, INERCO was able to demonstrate the feasibility of its global DeNOx approach, with the following results:
- Additional NOx reductions ranging from 40% to 50% when adding the Advanced SNCR technology to the optimized scenarios previously identified.
- The application of this approach together with the implementation of operating scenarios based on FLEXICOM-LNB approach led to an 83% reduction in NOx emissions relative to the baseline. The NOx emissions achieved was close to the 2018 emission limit imposed by the applicable environmental legislation for this power unit.
- The resulting NOx reductions were achieved while holding sustainable ammonia slip values around 5 ppmv. Although these results are satisfactory, the installation of a slip catalyst would lead to lower ammonia slip, while achieving further NOx reductions.
The results achieved show that there are alternative technological solutions to SCR in order to comply with the emission limits imposed on coal-fired power plants. The technological approach developed by INERCO is characterized by its high flexibility, which can be customized based on the specific design and operating conditions of each power unit.
ECONOMIC ASSESSMENT
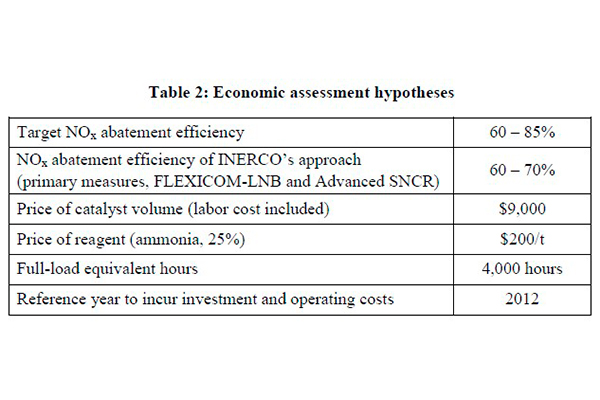
In order to perform an economic assessment of the technological approach developed by INERCO in comparison with the application of SCR technology it was necessary to establish several hypotheses to make an accurate and comparable estimate of investment and operating costs (Table 2).
INERCO approach: a cost-effective alternative to new SCR systems
When an SCR system is not available in the target power facility the comparative assessment should focus on the investment costs to reach the required NOx emissions. The approach to be implemented would vary based on the specific characteristics of each combustion facility. In certain cases, the exclusive application of optimized primary measures and SNCR may not be enough to achieve the highest NOx reduction rates. Therefore, the scope of the approach should be widened by applying additional NOx reduction techniques, such as reburning, high-temperature reagent injection or non-conventional catalytic technologies.
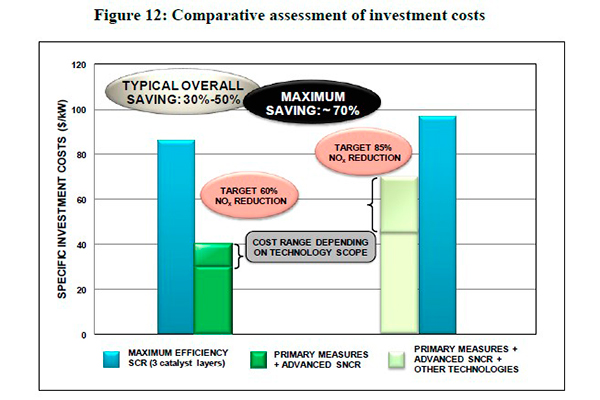
Assuming a target NOx reduction ranging from 60% to 85%, the comparative assessment between SCR and other alternative approaches leads to significant capital costs reductions, as shown in Figure 12. Considering a required 60% NOx reduction, the approach proposed by INERCO would fulfill these requirements with associated capital costs reductions of over 50% compared with conventional SCR approaches. In this case, the investment cost of the SCR system is 85 $/kW, and for the optimized approach 30-40 $/kW.
If an 85% NOx reduction is required, additional technologies to FLEXICOM-LNB and Advanced SNCR have to be considered. Capital costs associated with the SCR system are around $95/kW and the investment costs for the implementation of the additional technologies are in the range of $15-$30/kW. Then, the total costs of INERCO approach are $45-$70/kW depending on the required retrofit. When extrapolating this assessment to other representative operating scenarios, it can be concluded that the savings in investment costs would typically vary from 30% to 50%. However, in some particular scenarios this saving can be increased up to values around 70%.
INERCO approach: a valuable complement to existing SCR systems
The economic assessment developed has been extended to the case in which an SCR system is already available and therefore, the economic analysis should target a comparison of operating costs to reach a precise NOx reduction. Two different cases are considered:
- Conventional case: conventional primary measures and exclusive performance of the SCR system with maximum abatement potential.
- Optimized case: joint application of advanced primary measures including FLEXICOM-LNB and the SCR system with reduced scope (e.g. reduction of one catalyst layer).
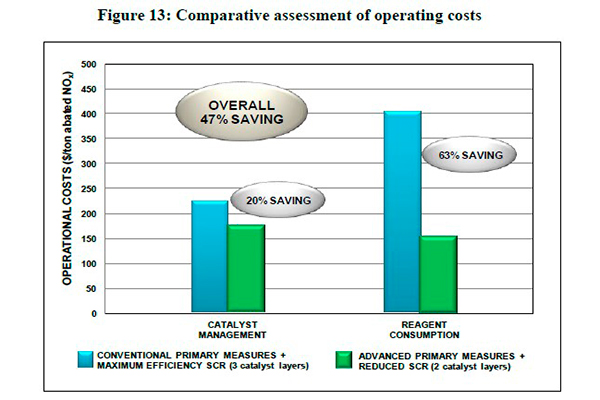
Assuming a target NOx reduction efficiency of 80%, the results achieved when comparing these cases show a 62% reduction in ammonia consumption and a 20% reduction in catalyst volume. Therefore, the operating costs linked to reagent and catalyst savings are reduced from $620 to $330 per ton of abated NOx. These results are clearly shown in Figure 13.
This analysis has been extrapolated to other representative scenarios, which establishes typical operating cost savings ranging from 40% to 60% when installing advanced primary measures based on the FLEXICOM-LNB technology. The savings achieved result in Return-on-Investment (ROI) periods as low as 1-2 years, based on the specific conditions of each facility. The catalyst replacement cost was not considered in this analysis because is highly dependent on the outage flexibility of the plant. Still additional savings should be considered for this reason.
SUMMARY
The challenge of achieving NOx emission limits imposed by environmental legislation, while preserving the profitability of industrial combustion facilities, requires a careful analysis to implement an optimized approach. Some generating companies may decide to only install conventional catalytic solutions (SCR), which is the most reliable technology to reach the most stringent NOx emissions levels. Although this may be the most straight-forward technological alternative, it is definitely not the most cost-effective solution.
INERCO has developed a state-of-the-art approach based on the joint integration of advanced customizable primary and secondary measures. This approach relies on novel tools, such as FLEXICOM-LNB technology, conceived to take full advantage of coal supply profiles under the enhanced control provided by cutting-edge monitoring technologies already demonstrated by INERCO (e.g. ABACO-Opticom, ABACO-LOI). In addition, this approach incorporates an Advanced SNCR technology specifically designed to achieve maximum NOx abatement efficiencies in large-sized boilers. Both solutions are highly complementary, as they can be easily integrated by applying INERCO advanced in-furnace monitoring technologies.
This integral approach has been validated at different coal-fired power plants. The broad experience gathered in these facilities and the development of comprehensive testing campaigns integrating all the technologies developed by INERCO has resulted in the achievement of highly remarkable results: over 80% NOx abatement efficiencies while avoiding collateral problems, such as excessive ammonia slip or penalties in carbon-in-ash, boiler efficiency or steam temperatures.
The economic assessment developed shows how this innovative approach can be considered as an alternative solution to conventional catalytic solutions based on the reduced investment costs achieved, typically ranging from 30% to 50%, with maximum savings around 70% for particular operating scenarios. In addition, it may also be a valuable complement to SCR technology due to the reduction in operating costs, generally varying from 40% to 60%.
ACKNOWLEDGEMENTS
The authors gratefully acknowledge the collaboration of other personnel involved in the activities described. Special thanks are given to the technical staff of IBERDROLA and INERCO.
Francisco Rodriguez Barea
Enrique Tova
Miguel Delgado
Enrique Bosch
John W.Sale



