

Advanced Monitoring approach for improving combustion performance and minimizing fuel costs for low NOX and CO Firing Operation
INTRODUCTION
Complying with emissions limits imposed by the Cross-State Air Pollution Rule (CSAPR) to reduce emissions of SO2 and NOx from US power plants turns out to be one of the most important short-term challenges faced by the Thermal Power Sector.
By 2014, the EPA expects that this rule will result in a 54% reduction in NOx emissions from power plants as compared to the 2005 levels in the affected states.
In order to comply with requirements and limits imposed by new and current Environmental Regulations (CSAPR, MATS, Boiler MACT rules, etc.), a large number of generating companies are seeking ways to minimize their existing operating costs to guarantee maximum reliability and profitability of their coal fired power plants prior to implementing any new NOx abatement technologies. The possibility of consuming different fuels with less cost and quality, such as Powder River Basin (PRB) coals, while maintaining maximum efficiency and flexibility, is important to many utilities. However, it should be noted that fuel flexibility strategies also need to be accompanied by optimizing capital and operating costs of new or existing abatement technologies that are required to meet these demanding environmental limits. Strategies that lead to significant operating costs reductions include the maximization of combustion efficiency over the boiler load range, with special attention to Minimum Stable Generation (MSG), or in certain cases even lower loads, as well as maximizing boiler availability by avoiding unplanned or unexpected outages.
Then again, the attainment of the aforementioned operating scenarios can increase the amount of carbon-in-ash produced. The control over this parameter is of great interest to generating companies due to the benefits of ensuring ash saleability and most important, the avoidance of costs required for ash transport and disposal. The amount of carbon-in-ash also has direct influence on boiler efficiency and establishes a targeted boiler tuning limit for NOx minimization.
In order to meet these demanding scenarios, INERCO has developed an approach which includes state-of-the-art monitoring tools, which were developed and widely validated by INERCO, for the achievement of safe and efficient combustion operation when targets like NOx, CO and/or fuel cost minimization (co-firing) are established. With these premises, this paper is focused on the methodology and distinctive advanced technology tools used by INERCO to meet the challenge of minimizing NOx emissions and fuel costs. This paper also includes results achieved at different power plants by the application of this approach.
APPROACH
The approach developed by INERCO for the achievement of safe and efficient combustion operation when targets like NOx, CO and/or fuel cost minimization are established, includes the control of combustion conditions through the automatic characterization of in-furnace gas concentration profiles attained by using an advanced monitoring technology along with LOI data obtained from cutting-edge online monitors. A brief description of the individual technologies employed by INERCO to meet these objectives is included below.
Automatic characterization of in-furnace gas concentration profiles
The achievement of an optimized combustion scenario is inexorably based on appropriate monitoring capabilities. Monitoring of local combustion conditions is carried out using an advanced technology developed by INERCO for actual in furnace characterization of gas concentrations profiles (O2, CO, CO2, NOx, SO2) that avoids any interpolation software or averaged results. The monitoring technology, called ABACO-Opticom, makes possible the direct measurement of gas concentration on the envelope of each fuel and air stream entering the combustion chamber and near the furnace walls for the identification of air/fuel imbalances, inadequate air distribution patterns and sub stoichiometric regions within the furnace.
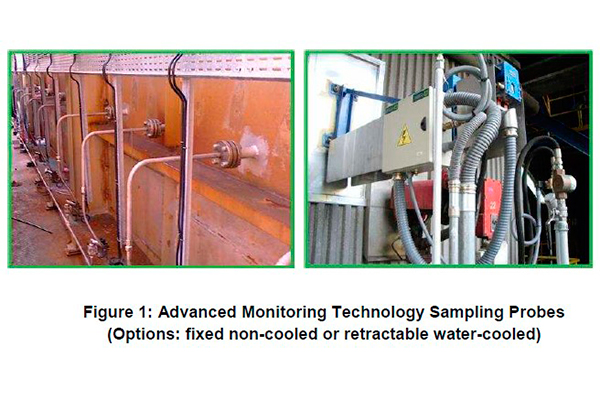
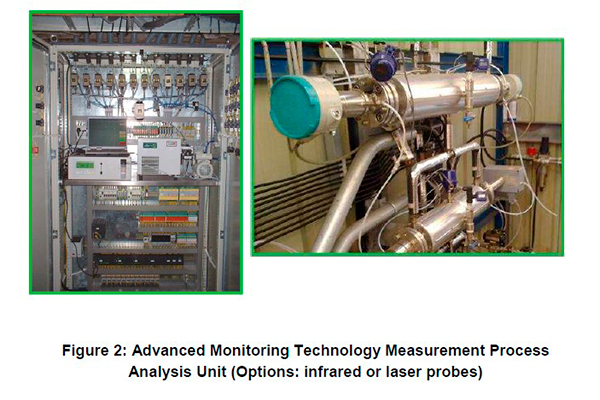
Measurements taken through individual gas sampling probes are not affected by the fuel typology or boiler configuration (T-fired, front or opposed-wall firing, vertically fired, etc.). Sampling probes, can be fixed non-cooled or retractable water-cooled (Figure 1), both designed to withstand any temperatures within the furnace (up to 3,100ºF) at the required sampling points. Additionally, the process analysis unit, which is integrated in a steel cabinet aside the sampling probes, can be based on infrared or laser technology (Figure 2). The laser technology is the most suitable for higher time demanding applications where multiple sampling points are simultaneously processed.
The use of the ABACO-Opticom monitoring technology results in the identification and leads to solutions for different hidden boiler malfunctions, such as significant fuel and air imbalances between furnace zones, which give rise to high carbon-in-ash levels, corrosion or slagging problems, and limitation of the achievable biomass substitution ratio for co-firing, even if the furnace might be operating under correct average combustion conditions. Also, it makes possible the supervision and optimization of operating conditions for load regulation scenarios, as well as dealing with fuel variability, fuel blending, or co-firing biofuels. Additionally, this advanced monitoring technology is a key tool for low NOx minimization scenarios (excess air reduction, combustion stratification, reburning, etc.) while maintaining adequate control of safety limits for boiler regulation.
Monitoring local combustion conditions is also a control tool for optimizing SCR and SNCR systems in combination with the DeNOx system primary measurements, which results in the minimum NOx concentration entering the reduction systems and, consequently, results in significant reductions in reagent consumption and overall investment costs. Additionally, the information obtained provides the possibility of establishing different reagent injection patterns, which can be adjusted online on the basis of locally measured gas concentrations. As a result, the reaction between NOx and the ammonia reagent can be carried out in a highly efficient way, which achieves higher NOx reductions and less reagent consumption, so that operating costs can be reduced.
Advanced monitoring technology for unburnt carbon-in-ash measurement
The adequate measurement of unburnt carbon-in-ash or Loss-On-Ignition (LOI) in pulverized coal boilers is an issue of utmost importance for optimizing overall boiler operation. This parameter has direct influence on efficiency and establishes a targeted boiler tuning limit for NOx minimization. Additional benefits of monitoring LOI are those related to the surveillance of ash quality for its sale to the cement industry, the proper calculation of CO2 emissions or continuous monitoring and control of downstream facilities for coal ash separation or further combustion use.
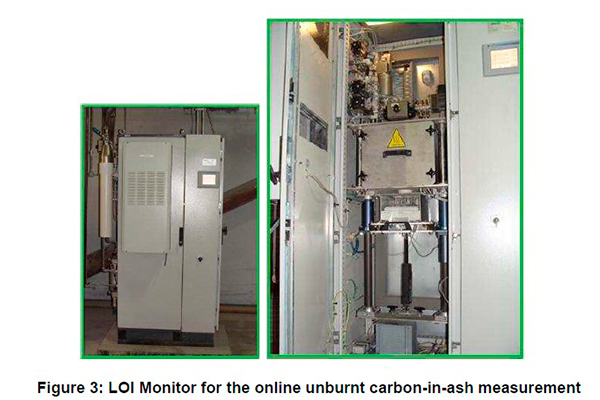
The principle behind the advanced LOI monitor, commercialized by INERCO as ABACO-LOI (Figure 3), is the determination of the loss of mass for a sample of particles when it is heated to a constant weight in a kiln at temperatures assuring its total combustion. This is normally over 1,500ºF, although in ABACO-LOI the calcination temperature is fully adjustable. The LOI monitor uses a sampling procedure that guarantees the ash being analysed is representative of the ash generated by the power station. This aspect is generally not taken into account by other systems and, as a result, usually affects their results to a greater extent than the accuracy of the analysis process itself. ABACO-LOI has proven reliability even for the highest monitoring demand (over 8,000 measurements per month). It should also be noted that in the LOI test method, for some kinds of ashes, the weight loss is not only related to the presence of unburnt carbon-in-ash, but also to carbonates, and combined water, which are present in hydrated lime or residual clay minerals. Also, the presence of sulphides, sulphur, and some iron minerals will decrease the LOI value from weight gain due to oxidation. However, it is generally accepted that the weight of the carbon in the fly ash is most responsible for ignition loss.
INERCO has also developed a specific procedure, based on thermogravimetric analysis of the mass loss, for managing ashes containing components that interfere with the LOI determination. This method is based on calcination under inert or oxidizing atmospheres permitting one to differentiate between the contribution of hydrated lime and calcium carbonate to the LOI and the contribution of unburnt carbon contents in fly ashes. Thus, this advanced online monitor is applicable not only for the accurate determination of LOI in conventional coal ashes but in problematic coal ashes having large interferences when applying the standard method.
ABACO-LOI has been designed to withstand aggressive industrial environments while producing optimized performance with no need for calibration or preventive maintenance. As a consequence, manual labour is avoided compared to the typical requirement of other LOI monitoring systems that need to be adjusted or calibrated to produce consistent results for coal ashes of different nature or properties. ABACO-LOI even avoids the necessity of laboratory determinations for contrasting the accuracy of the LOI monitor based on indirect measuring principles. In addition, the ABACO-LOI also allows the combined online characterization of coal (ash humidity and volatile matter contents) achieving full control of combustion tuning and burner operation in low NOx scenarios at minimum cost.
Upgrades: ABACO Combustion Control System
Combustion management and optimization can also be established in closed-loop control scenarios by the integration of the previously described monitoring capabilities with the advanced ABACO Combustion Control System and further regulations capabilities. This can be configured for different DCS integration scopes, consisting of rules and criteria defined by INERCO through specific testing and its extensive combustion expertise for safe performance optimization. These scopes can be established for different furnace boundary conditions, such as load or type of fuel, as well as defined operating objectives, such as efficiency optimization and/or NOx formation, and maximization of biomass substitution ratio. The choice of scope determines the activation or deactivation of different rules, as well as updating of corresponding reference or comparison values of these rules in the ABACO Combustion Control System.
RESULTS
The approach developed by INERCO has been successfully applied for optimizing boilers and furnaces with varied designs (tangential, front-wall, arch-fired, vertical) and loads while consuming quite diverse fuels (anthracite, bituminous and subbituminous coals, lignite, pet coke, oil, gas, biomass). Examples of the INERCO approach and results achieved are given for various boiler configuration and operating scenarios:
Co-firing scenarios
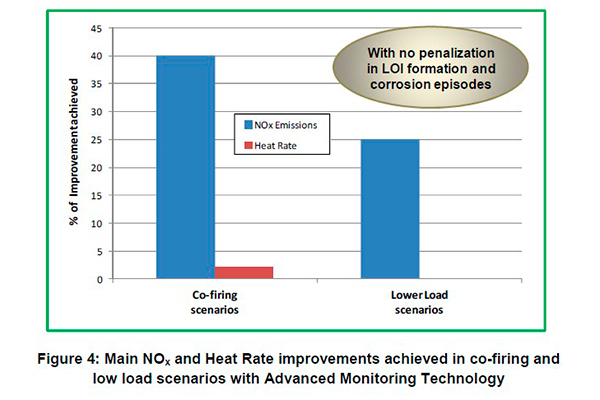
The INERCO approach has been successfully applied to a 350 MW power plant with a W-type firing system. The boiler co-fires a variety of fuels: biomass, pet coke and low-quality fuels (anthracite and bituminous coals) with highly variable operating scenarios. The final results have shown NOx reductions mainly ranging from above 40% for the historical baseline with parallel improvements in heat rate (around 2.0%) and in boiler efficiency (around 1.5%). The improvement of monitoring capabilities allowed substitution rates ranging from 50% (pet coke) and 40% (pet coke and low-quality fuels) for safe and sustainable operations. In addition, electrostatic precipitator (ESP) operation has been also improved without any carbon-in-ash formation penalty or the appearance of corrosion problems (Figure 4).
 Lower Loads scenarios
Lower Loads scenarios
The INERCO approach has been successfully applied in a 558 MW T-fired power plant that mainly burns bituminous coal. The final results have shown the attainment of maximum combustion efficiency for loads below MCR (270 and 170 MW) with NOx reductions similar or even higher than at full load (> 25%), without any penalty on other operating parameters. A higher boiler optimization potential was found at lower loads because the boiler historical operation was sub-optimized (Figure 4).
High demanding LOI measurement scenarios
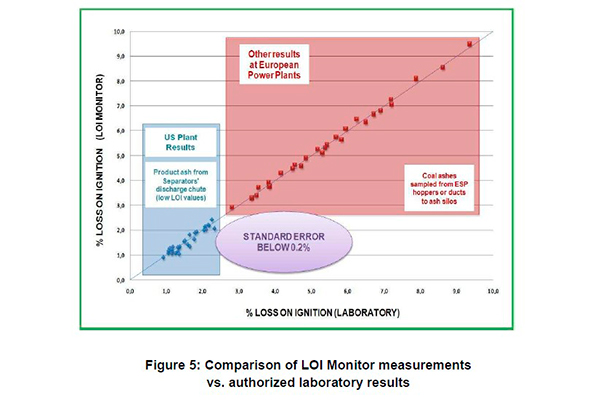
ABACO-LOI, the advanced LOI monitoring system developed by INERCO, has been proven at numerous installations. One of these applications was installed at a US power plant (Figure 5) resulting in accurate LOI measurements and improved control of the involved process. The monitoring system has achieved maximum accuracy and reliability with perfect adjustment to the dynamics of the installed application. In addition, a precise correlation has been found between the results obtained from the reference procedure used to control the quality of the product ash. Moreover, no drift in the results have been observed even when more than 8,000 samples were processed a month.
 Corrosion control scenarios
Corrosion control scenarios
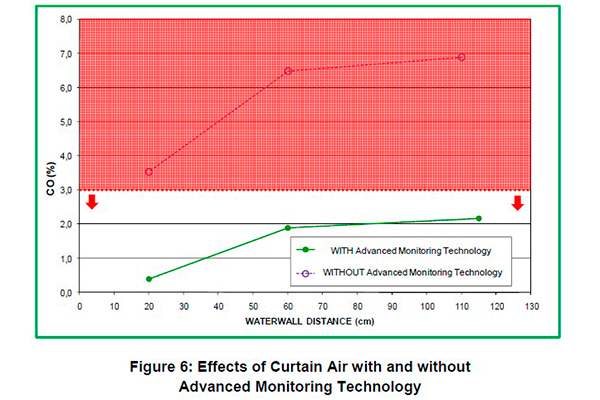
The INERCO approach has been successfully applied in a 350 MW power station. The boiler configuration is a front-fired boiler which burns a mixture of bituminous and lignite coals. The final results have shown that optimized combustion control has eliminated local collateral operational problems (high in-furnace CO concentration at the water walls leading to corrosion episodes) during boiler operations. In this example it was also showed that the exclusive application of remediation strategies, such as curtain air systems, to limit potential sub-stoichiometric conditions close to boiler walls, did not efficiently deal with this kind of problem (Figure 6).
CONCLUSIONS
When facing minimization of fuel cost challenges for co-firing scenarios, efficiency improvements, and/or emissions (NOx, CO2, CO, particles) reductions, and even when the correction of specific problems like carbon-in-ash or corrosion is required, the advanced monitoring approach has proven to be an advantageous tool for the achievement of sustainable combustion conditions in all operating scenarios.
The INERCO approach involves the implementation of advanced monitoring technologies, widely validated by INERCO, to control combustion conditions through the automatic characterization of in-furnace gas concentration profiles and reliable LOI measurement, which can be customized on the basis of the specific characteristics and objectives pursued by each combustion facility.
The state-of-the-art INERCO monitoring approach provides plant operators with crucial and reliable information for both combustion optimization for all operating scenarios and prevention of boiler walls corrosion. In addition, ABACO-LOI monitor systems fully satisfies the demands and expectations of plant operators for an accurate and reliable measurement of this crucial parameter for fuel saving strategies, while solving at the same time the main problems affecting other LOI monitors based on indirect measuring principles.
The application of the INERCO approach allows the achievement of improved sustainable combustion conditions (heat rate improvements ranging 0.5% – 2.0%) with additional value-added results such as improved NOx reduction (up to an additional 40%), reduction in CO concentrations, guaranteed fly ash saleability and protection of boiler walls from detrimental gas concentrations.
KEYWORDS
Monitoring, NOx, combustion, operating cost, fuel flexibility, optimization, in-furnace, LOI, carbon-in-ash, control, OPTICOM, corrosion.
Enrique Bosch
Francisco Rodriguez Barea
Enrique Tova
Miguel Morales
John W. Sale



