

Parallel Heat Rate and NOx Optimization by Innovative Control of Pulverized Coal and Combustion Air Supplies
ABSTRACT
The paper presents the industrial results of an optimization program developed at different European coal-fired units with tangential, front-wall and arch-fired boilers. The objective of this program has been the joint optimization of heat rate and NOx emissions by the application of an innovative approach consisting in the accurate control of coal and air supplies to the combustion sections developing really controlled and effective stratification scenarios.
This novel approach, qualified as Best Available Technique for the European IPPC Directive, relies on cutting-edge online combustion monitoring systems applied to in-furnace gases concentration profiles and carbon-in-ash results.
The approach is fully compatible with other primary or secondary measures for NOx control, enhancing their results and/or reducing their scopes and costs.
Results under boiler commercial operation prove improvements, from the baseline given by these measures, of above 20% NOx additional reductions and 0.5 – 2.0% heat rate decreases.
INTRODUCTION
The situation of industrial sector is currently characterized by the compulsory needs for achieving an environmental optimization of its production process, while assuring the profitability and reliability of the industrial facilities.
These circumstances can also be extrapolated to the coal power sector, which has to face up to the achievement of significant investments so as to comply with the more and more stringent environmental regulations focused on combustion process, simultaneously guaranteeing its cost-effectiveness.
These environmental regulations affect to the emission of different pollutants, such as NOx, SO2, CO2, Hg, or particulate matter. In order to meet the restrictions imposed for the pollutants considered, the different utilities are obliged to install technologies of different nature.
Paying special attention to the specific case of NOx emissions, the achievement of reductions for this pollutant can be achieved by the application of primary measures, focused on the action over combustion performance, and/or secondary measures, for the abatement of the NOx generated during the combustion process.
Nevertheless, when deciding the scope of the DeNOx technologies to be implemented in a particular combustion facility, the utilities must take into consideration a number of side effects which can be brought about when trying to attain the environmental targets required.
Among these effects, the following can be mentioned:
- Increase in heat rate associated with the impossibility to reach the specified steam parameters, the increment of unburnt carbon-in-ash and the growth of sensible heat losses by the rise of flue gases temperature.
- Increment of maintenance needs due to the uncontrolled performance of combustion process and/or the massive injection of ammonia-based reagents, resulting in diverse phenomena, such as the corrosion, slagging or fouling of the bundle of tubes in the furnace and the air preheaters.
- Logistic problems related to the impossibility to sell the ashes generated to the cement industry because of the increment of carbon-in-ash content and the possible contamination with ammonia-based reagents.
- Existence of interferences or incompatibilities in the joint performance of both primary and secondary measures by the uneven operating conditions typically promoted by the former.
In order to give response to this complex scenario, INERCO has developed an innovative approach developed under an integral outlook, which entails the synergic combination of advanced primary and secondary measures for the joint optimization of NOx emissions and heat rate.
This approach gives rise to an hybrid technological solution which can be tailorly-made on the basis of the specific design and operating conditions of each combustion facility.
In this context, this approach is aimed at the fulfilment of the minimum NOx emissions compatible with process safety through primary measures, so as to reduce the scope of the subsequent secondary measures, as they involve the most significant investments to comply with the legal environmental restrictions.
With these premises, this paper is focused on the methodology and distinctive technological tools employed by INERCO as primary measures to stand up to the challenge of minimizing NOx emissions while improving or preserving efficiency and reliability, including the main results achieved by the application of this approach.
THE APPROACH
The approach developed by INERCO for the optimization of combustion performance, including not only NOx emissions but also heat rate, through the application of primary measures is essentially based on the targeted tuning of fuel and combustion air supplies to the boiler under a controlled approach which assures the efficiency and reliability of the process.
Thus, in order to meet the challenges associated with the overcoming of the aforementioned side effects, the methodology developed is focused on the achievement of the following targets:
- The enhancement of combustion regulation flexibility, so as to take full advantage of the available combustion regulation devices, along with additional advanced combustion tuning capabilities.
- The control over local in-furnace conditions, as a means to gain maximum profitability from boiler tunings for combustion optimization (NOx emissions and heat rate), at the same time that safety limits for boiler regulations can be simultaneously maintained.
- The on-line monitoring of unburnt carbon-in-ash content, due to the operational and logistic importance of this parameter and its intrinsic value as a global threshold to establish an specific operating scenario.
INERCO has developed the technologies to give response to the indicated targets and, moreover, all these technologies can also be combined under a control approach, the socalled ABACO technology. This technology performs the closed-loop operation of combustion facilities following optimized control strategies by means of an Expert System based on cutting-edge advisory software implemented in a subordinate manner to the combustion unit Master Control. This Expert System is configured individually for each unit through specific combustion tests.
A brief description of the individual technologies employed by INERCO to meet the aforementioned objectives is included below.
Enhancement of combustion regulation flexibility
The objective of INERCO is to maximize combustion tuning capabilities by providing the required technological tools to achieve an optimized combustion performance for any operating condition.
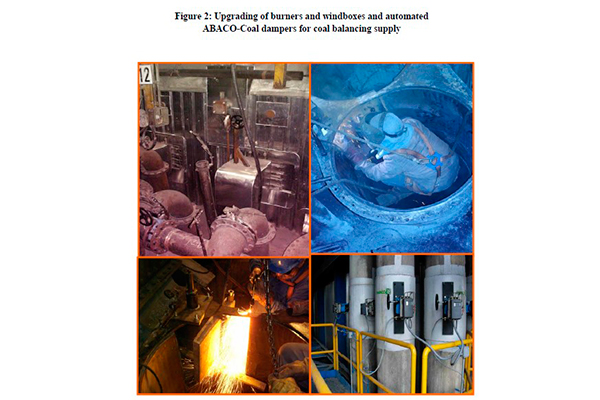
Different solutions can be applied by INERCO to reach this objective, although the most innovative approach is the so-called FLEXICOM technology, whose arrangement involves the transfer of coal between different mills, so as to favour the supply of coal in lower boiler levels. This novel technology enables the operator to implement and maintain this favourable fuel supply profile keeping the mills within their design operating conditions and regardless of the configuration of mills in service, minimizing the potential impact of typical maintenances activities or the unavailability of the fuel supply / milling system.
In this way, maximum residence time is promoted for a high rate of coal fed to the boiler without penalizing its particle size distribution, which results in a reduction of NOx emissions without any remarkable effect on carbon-in-ash values.
The flexibility of this approach is absolutely original and guarantees a steadily optimized performance, as the combustion process can be concentrated and maintained in the lower boiler area for whichever mill arrangement, hence avoiding any potential negative influence on NOx emissions, heat flux distribution or steam parameters.
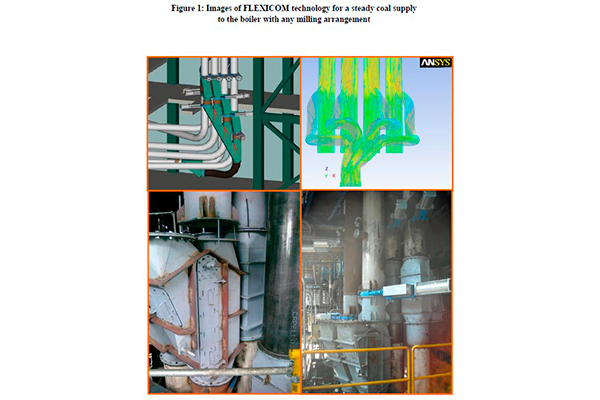
As a complement to this absolutely distinctive approach, other available innovative solutions entail the upgrading of burners or the redesign of the wind boxes, so as to intensify fuel and air stratification strategies, on the basis of more flexible supply patterns.
Likewise, INE
RCO has developed innovative regulation wear-proof dampers for the manual or automated balancing of coal flowrates to each burner. This balanced coal supply is highly important to implement optimized operating scenarios and avoid the appearance of vast sub stoichiometric areas inside the furnace.
Some images of these technologies can be observed in Figures 1 and 2
Control over local in-furnace conditions
The possibility of performing an adequate control over local in-furnace conditions is intended to be the critical factor to assure maximum benefit of targeted combustion tunings, such as fuel stratification and balancing, combustion air distribution, air excess, fuel/air ratios or burners in service arrangement.
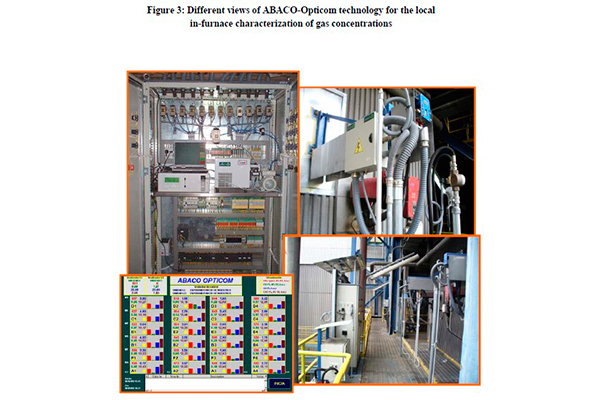
This control is carried out through the adequate assessment of combustion performance at any relevant boiler area, by means of the characterization of in-furnace gas concentrations profiles (O2, CO, CO2, NOx) in selected points of the furnace, mainly in a burner per burner basis.
Hence, this innovative approach makes possible a real optimization of individual burners, which unquestionably results in the overall optimization of global combustion process, while limiting the appearance of possible combustion malfunctions.
The monitoring of in-furnace combustion conditions is performed by ABACO-Opticom technology through water-cooled gas sampling probes withstanding the high temperatures in these areas of the furnace (up to 3.100 ºF). Different views of this technology can be seen in Figure 3.
However, this approach can be enhanced with other complementary monitoring means, whose scope is to be specifically decided according to plant design, operation characteristics and performance objectives.
On-line monitoring of unburnt carbon-in-ash
The on-line equipment currently available to measure unburnt matter in ash are based on indirect methods (microwaves, infra-red, etc), which are significantly sensitive to fuel characteristics and, in some cases, cast considerable doubt on the values they provide.
In order to avoid the influence of the physical-chemical properties of the ash, INERCO advocates the automated monitoring of this significant parameter by means of a direct method applicable to any kind of coal without recalibration needs.
Hence, Loss On Ignition (LOI) turns out to be the most adequate parameter to control carbonin- ash, as it represents the loss of mass for a sample of particles when it is heated to a constant weight in a kiln at 1.500 ºF.
This laboratory measuring process has been automated and reproduced on an industrial scale basis by INERCO through ABACO-Loi technology. This approach also comprises an ash sampling system including an absolutely distinctive homogenization equipment, designed to guarantee the representativeness of the sample respecting the ash generated by the power station (Figure 4).
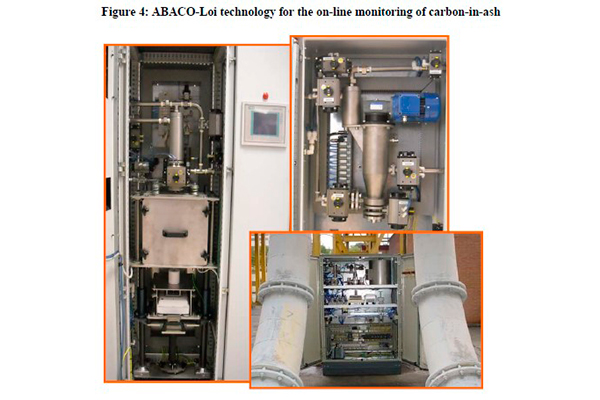
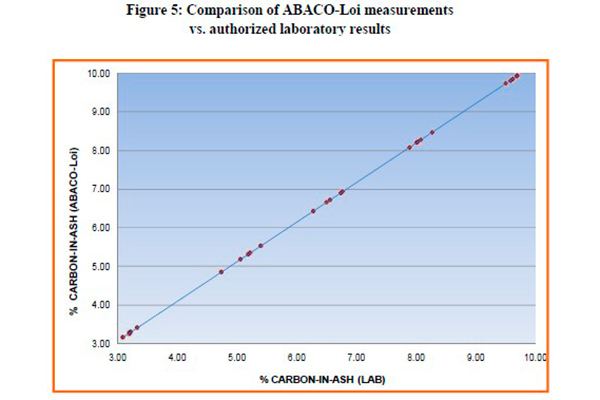
This technology has a response time ranging from 5 to 7 minutes and its accuracy has been verified by INERCO with authorized laboratory measurements for a number of ash samples of different nature, having obtained an standard error under 0.2%, as can be observed in Figure 5.
THE RESULTS
The approach developed by INERCO, embodied as ABACO technology, has been successfully applied for optimizing boilers and furnaces of very different design (tangential, front-wall, arch-fired, vertical) and consuming quite diverse fuels (anthracite, bituminous and sub-bituminous coals, lignite, petcoke, oil, gas, biomass).
The application of this approach on coal power sector has provided really positive results in numerous coal-fired power units with power outputs from 125 to 560 MWe.
Thus, it has been possible to achieve NOx reductions mainly ranging from 20% to 30% with parallel improvements in heat rate around 0.5%, without significant penalization on carbon-in- ash formation, corrosion episodes or slagging phenomena. Nevertheless, when intensifying the scope of the actions accomplished, it has been possible to achieve 60% NOx reductions with parallel improvements in heat rate up to 2.0%.
This approach, with dissimilar scopes in accordance with the objective of each combustion facility, is already installed and operating under commercial scenarios in 20 pulverized coal power plants and, moreover, additional units are currently in service or being implemented in 8 oil and gas steam generators and in 3 refinery process furnaces.
Therefore, this technology has proved to be a cost-effective alternative to other NOx controlling measures, or else, a profitable complement to these technologies, making possible more efficient tuning of LNB or significant reagent cost and investment reductions for SCR and SNCR. Respecting the secondary measures for NOx abatement, the reduction of reagent consumption contributes to limit the potential appearance of those operational problems derived from an excessive ammonia slip (solid residues contamination, air pre-heater fouling, ammonia emissions, etc.).
In this regard, the overall results and cost-effectiveness of this approach have determined its qualification as Best Available Technique (BAT), for NOx reduction and boiler performance improvement for large coal-fired units, by the European Integrated Pollutant Prevention and Control Bureau (EIPPCB), directly dependent on the European Commission.
SUMMARY
When coal power sector faces NOx minimization challenges associated with the fulfillment of environmental regulations, it is essential to undertake this task with a broader perspective, considering the application of both primary and secondary measures from a technical and economical point of view.
In this respect, INERCO has developed an integral approach based on the synergic combination of advanced technologies with distinctive capabilities, which can be customized on the basis of the specific characteristics and the objectives pursued by each combustion facility.
This approach entails, in a first stage, the implementation of state-of-the-art primary measures which, as a response to coal power sector demand, achieve an efficient parallel control of emissions, efficiency and side-effects (control of carbon-in-ash, slagging, corrosion, etc.), by means of the improvement of combustion regulation flexibility and plant monitoring capacity.
The maximum NOx emissions achieved by these primary measures makes possible a reduction in the scope of the secondary measures to be applied in a second stage. These abatement solutions can also be designed on a tailor-made basis so as to minimize the corresponding investment.
Moreover, the different solutions developed by INERCO are not only highly compatible with whichever secondary measures for NOx abatement, but also they enhance the performance of these secondary measures, as maximum abatement efficiency can be assured by the balanced combustion performance promoted.
ACKNOWLEDGEMENTS
The authors gratefully acknowledge the collaboration of other personnel involved in activities resulting in this paper. Special thanks are given to the technical staff of ENDESA, IBERDROLA and E.ON. These developments have been carried out with partial grants from the European Coal and Steel Community and from the Andalusian Regional Government.
Enrique Tova
Miguel A. Delgado
Sixto López



