

Performance Monitoring and Combustion Optimization Technologies to Reduce Emissions and Enhance Boiler Efficiency
INTRODUCTION
Increasingly stringent environmental legislation is requiring the coal power sector to install high-efficiency abatement technologies. In this regard, the South African Air Quality Act 2004 establishes new NOX emission standards to be applied in the period 2015-2020. At the same time, this sector is also required to take into account profitability criteria, minimizing current operating costs by improving performance and availability of the plants.
Considering the two requirements above, INERCO & GP Strategies have developed best practices for combustion optimization and improvement of plant performance that have been validated at different European and American coal-fired units. The approach relies on optimum “in-furnace firing distribution” based on a retrofit of the coal and air distribution systems and cutting-edge online combustion monitoring technologies.
These technologies prevent typical problems associated with high ash content coals, such as high efficiency losses due to significant carbon-in ash contents or slagging, and tube erosion that causes outages. At the same time emissions, boiler safety and combustion stability are improved.
This paper focuses on the methodology and advanced technology tools used to meet the challenge of minimizing NOx emissions and improving plant performance. This paper also includes results achieved at different power plants through the application of this approach.
TECHNICAL APPROACH
The technical approach developed by INERCO and GP Strategies to achieve safe and efficient combustion when targets like NOx, plant availability and fuel cost are established, focuses on optimum in-furnace firing distribution patterns for all operating scenarios, control of combustion conditions through cutting edge monitoring systems and advanced boiler heat transfer performance modeling. These technologies have been designed to minimize inspection and maintenance activities, and can be executed by plant personnel with basic training.
A brief description of the technologies is provided below.
Optimum firing distribution with an increased flexibility
Efficient boiler operation depends greatly on the proper distribution of fuel and air supplies to the combustion chamber. Heat rate, emissions (NOx, CO, CO2, particulates) and collateral operating problems, such as corrosion, slagging or high carbon-in-ash, are strongly dependent on this distribution.
In order to maintain a balanced distribution of coal to the combustion chamber, INERCO has developed ABACO-Coal dampers, an automated or manual regulation system that provides for effective regulation of the pulverized coal flow in the individual conduits from the mills to the burners (Figure 1). The application of this technology results in an enhanced control of coal flow to each burner, which reduces typical coal supply imbalances between burners belonging to the same mill from an uncontrolled imbalance of 20-30% to a controlled balance of 5-10%.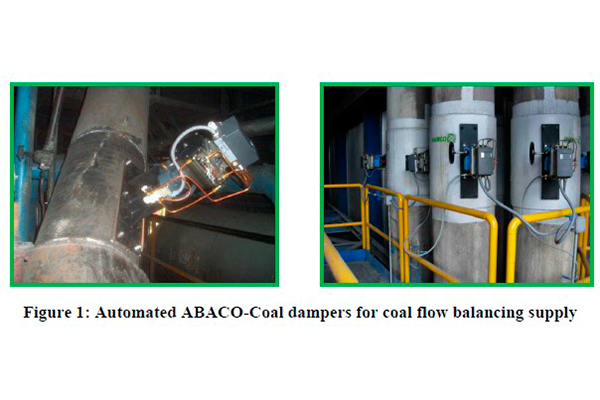 Operating strategies to minimize NOx emissions are based on achieving the proper stratification of coal and air supplies to the boiler, however, the application of this strategy is hampered by two main factors. First, the appearance of combustion problems, such as increased carbon-in-ash or efficiency losses. Second, the impossibility of maintaining the most favourable coal and air distribution, due to necessary maintenance required on the milling systems, which leads to increased NOx emissions, carbon-in-ash or furnace exit temperatures.
Operating strategies to minimize NOx emissions are based on achieving the proper stratification of coal and air supplies to the boiler, however, the application of this strategy is hampered by two main factors. First, the appearance of combustion problems, such as increased carbon-in-ash or efficiency losses. Second, the impossibility of maintaining the most favourable coal and air distribution, due to necessary maintenance required on the milling systems, which leads to increased NOx emissions, carbon-in-ash or furnace exit temperatures.
These limitations are addressed with the use of the novel FLEXICOM-LNB technology, which improves fuel and air distribution while avoiding the aforementioned collateral negative effects. This technology relies on the retrofit of the pulverized coal distribution system with regulation capabilities, to enable optimum “in-furnace firing distribution.” This leads to minimizing of NOx generation for all operating scenarios and keeps boilers from unfavourable operation conditions related to unavoidable mill maintenance activities.
This objective is achieved by retrofitting the pulverized fuel distribution system with two different regulation devices:
- Substitution System – designed to provide a steady air and fuel supply irrespective of mills in service, and so, avoiding unwanted scenarios promoted by mill unavailability, such as “burner gaps”, which produce increased NOx emissions and carbon-in-ash (Figure 2).
- Addition System – Achieves maximum fuel stratification and coal residence time, without increasing mill production and, therefore, without penalizing coal fineness (Figure 3).
In addition to reductions in NOx emissions, the systems lead to the optimization of boiler efficiency and heat rate. This is due to the enhanced grinding potential of the mills and the increased residence time of the pulverized coal, both of which favor the minimization of CO emissions and the control of unburned carbon-in-ash. In addition, the combustion process is not shifted to the upper furnace region as it happens for high performance over-fire air (OFA) solutions, resulting in an effective way to control furnace temperatures (flue gas, radiant superheater (SH) surface, live steam, etc.) and desuperheater spray flow rates.
This approach also provides increased boiler and milling system availability and optimizes operating flexibility, since FLEXICOM-LNB fits any boiler load or milling system arrangement. This enables the use of lower quality coals and co-firing of alternative fuels. In addition, maintenance programs used by the utility are not affected by operating constraints. Consequently, the optimized operating scenarios promoted by this technology can be a long-term operating solution.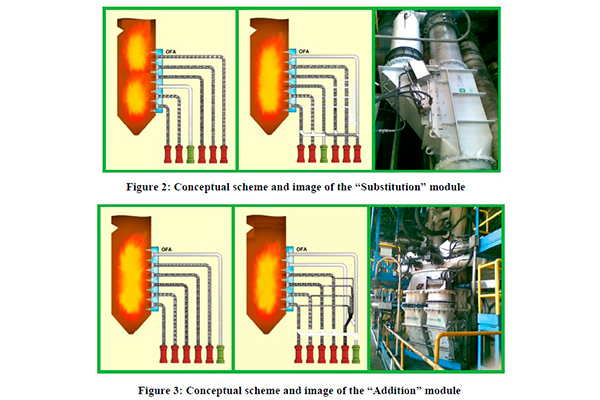
The FLEXICOM-LNB approach has been validated in a number of coal-fired power plants. Full integration with advanced monitoring tools was achieved in a 580 MWe tangential fired boiler. As a result, it was possible to reach NOx emission reductions ranging from 35% to 45% for a wide range of operating conditions:
- Unit load: MCR, medium load (66% MCR) and MSG (30% MCR).
- Coal composition: diverse bituminous coals with variable contents in moisture, ash, volatile matter and nitrogen.
- Milling system arrangement, including unfavorable scenarios with upper mills in service.
Besides the NOx reductions achieved, combustion performance was also extensively monitored by following diverse parameters. Thus, the sale of ash to the cement industry was guaranteed by a steady fulfillment of the most severe unburnt carbon-in-ash limits, without penalizing boiler efficiency (in specific cases, it was improved to values above 0.5%), and enhancing steam cycle parameters).
Advanced monitoring of combustion process
The possibility to take full advantage of FLEXICOM-LNB technology and other conventional technologies is the strict combustion control achieved by advanced monitoring tools, which are mainly focused on the measurement of local in-furnace combustion conditions and unburnt carbon-in-ash (LOI).
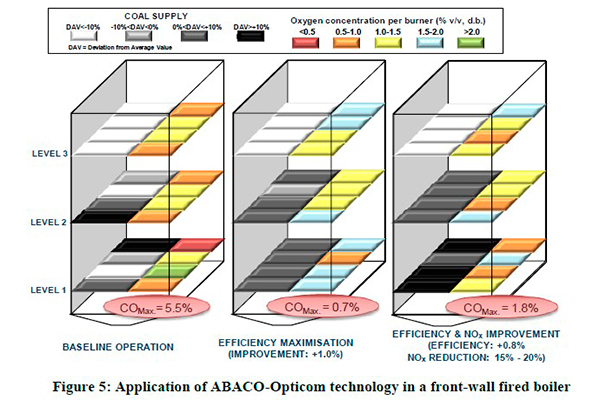
The achievement of optimized combustion is based on the characterization of actual in-furnace combustion conditions by ABACO-Opticom technology. This monitoring technology, qualified as Best Available Technique for the European IPPC Directive, makes it possible to achieve tight control of the combustion process through the direct measurement of gas concentration profiles (O2, CO, CO2, NOx, SO2) on the envelope of each fuel and air stream entering the combustion chamber and near the furnace walls (Figure 4).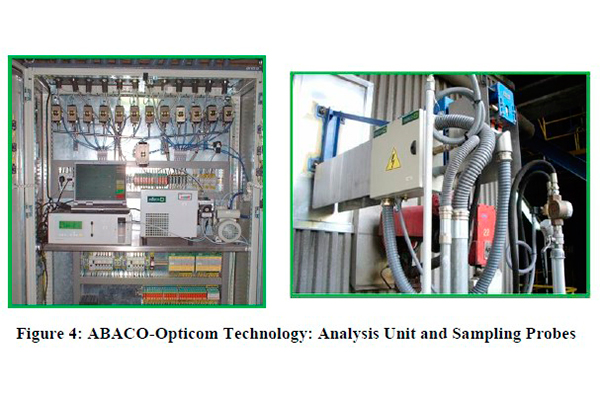
To illustrate the potential of this approach, Figure 5 shows three different operating scenarios in a front-wall coal-fired boiler characterized by the measured individual coal supplies to the burners and the in-furnace combustion products profiles obtained through ABACO-Opticom:
- Baseline operation, which shows significant imbalances in coal supply and in-furnace O2 concentrations.
- Optimized efficiency scenario, where the balancing of coal supply has led to an increased efficiency of 1.0%.
- Operating scenario seeking a combined optimization of efficiency and NOx reduction which has produced up to 20% NOx reductions and heat rate improvements around 0.8% by balancing and staging of the coal supply.
This optimized solution also reduces potential corrosion problems by avoiding extremely low O2 concentrations at the boiler walls. This approach has been successfully applied in a 350 MW power station. The boiler configuration was a front-fired boiler which burns a mixture of bituminous and lignite coals. The final results showed that optimized combustion control eliminated local collateral operational problems (high in-furnace CO concentration at the water walls leading to corrosion episodes) during boiler operations. It was also showed that the exclusive application of remediation strategies, such as curtain air systems, to limit potential sub-stoichiometric conditions close to boiler walls, did not effectively deal with this kind of problem.
The adequate measurement of unburnt carbon-in-ash or Loss-On-Ignition (LOI) in coal boilers is of utmost importance for optimizing boiler operation. In addition to the surveillance of ash quality for its sale to the cement industry, this parameter has direct influence on efficiency and establishes a targeted boiler-tuning limit for NOx minimization.
The automated monitoring of carbon-in-ash is accomplished by the ABACO-LOI monitoring system, which is based on the application of reference techniques used in the laboratory for the characterization of fly ash. Therefore, this system does not have to be recalibrated even if the physical-chemical properties of coals or ash vary.
As an example, the application of ABACO-LOI at a US power plant offered maximum accuracy and reliability with perfect adjustment to the dynamics of the installed application.
Figure 6 shows the LOI measured signal produced by ABACO-LOI (purple dots) and the periodic laboratory determinations produced according to the preexisting procedure for controlling the quality of the product ash (black diamond). The overall results show a very tight adjustment to the dynamics of the plant, with associated standard errors below 0.2%. Although these results have been obtained for the highest monitoring demand (over 8,000 measurements per month), no drift in the results has been observed, which shows the reliability of the system.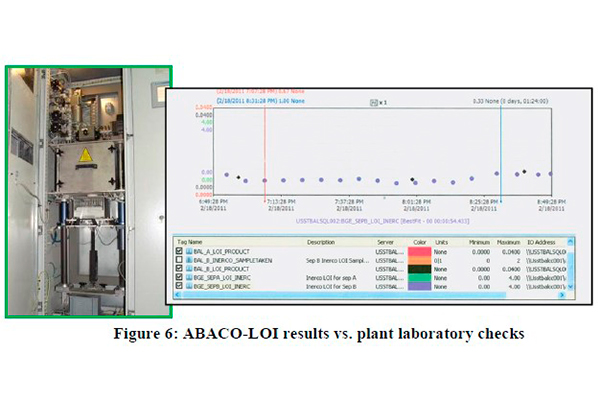
Advanced performance modeling
Clean boiler surfaces are required to ensure proper heat transfer to the various heat exchange areas (economizer, water walls, SH, RH), and soot blowing plays an important role in this regard. Soot blowing is typically initiated according to pre-defined sequences on a fixed schedule. Oftentimes, soot blowing is carried out without concern or evaluation of sectional heat transfer in the boiler and air heaters. Frequent operation of soot-blowers wastes steam, increases blower maintenance cost, and aggravates tube erosion. Conversely, far less frequent blowing can lead to ash accumulations and hence decreases capacity and efficiency. An effective soot blowing program minimizes costs while maintaining optimum heat absorption patterns within the boiler for peak steam generation, proper steam temperatures and maximum plant efficiency
GP Strategies’ EtaPRO Boiler Cleanliness Module incorporates boiler-specific furnace and convection pass heat transfer models that properly predict “clean” surface performance under actual operating conditions for a given coal (or blend), burners in service and load. EtaPRO’s Boiler Cleanliness Module computes cleanliness factors for all major heat transfer surfaces providing plant operators with real time information that is essential for optimizing soot blowing. A customized graphical representation of the boiler and air heaters displays all major water, steam, flue gas and air flows, along with key temperatures and pressures (Figure 7).
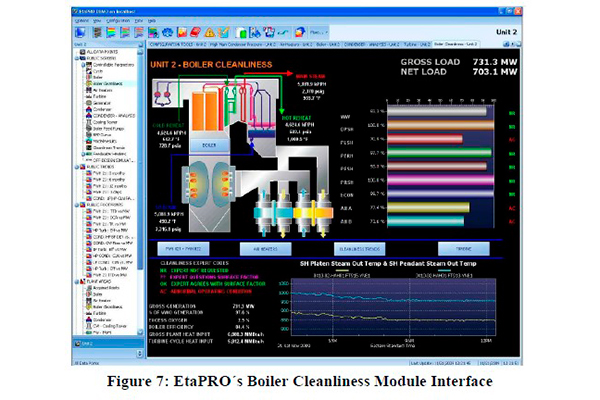
The furnace model accurately calculates and displays the actual furnace exit gas temperature under varying loads and operating conditions such as burner tilt position, excess air, burners in service and coal properties. Waterwall cleanliness is determined as the ratio of actual furnace heat transfer to expected heat transfer, based on actual and predicted furnace exit gas temperatures, respectively. Convection pass cleanliness factors are computed as the ratio of actual overall heat transfer coefficient to the clean surface heat transfer coefficient. Clean surface heat transfer coefficients are initially based on design performance and later “tuned” to match actual clean surface performance following a period of system operation following an outage (i.e. clean boiler).
Used throughout Eskom’s coal-fired fleet and in hundreds of power plants worldwide, the EtaPRO Boiler Cleanliness Module also provides valuable feedback as to soot blower effectiveness and indicates the change in sectional cleanliness before, during and after soot blower operation. The EtaPRO technology provides measureable feedback in regards to boiler and air heater maintenance and modifications by providing a consistent basis for comparison. In addition, changes in coal supplies and changes in combustion air control and air in-leakage can be noted through changes in cleanliness patterns (i.e., fouling), sectional heat transfer, and soot blowing frequencies and effectiveness.
Using EtaPRO in combination with ABACO technology allows designing intelligent soot blowing patterns based on accurate information of the combustion and boiler surface conditions. In this regard, the cleanliness factors provide additional information that ABACO combustion system uses to generate automatic recommendations, such as soot blowing cycles, tuning of air registers and control parameters like excess oxygenl, OFA position and pulverizer classifier settings strategies.
CONCLUSIONS
When facing emission (NOx, CO2, CO, particulate) reductions, minimization of fuel cost, efficiency and availability improvements, the technologies described in this paper have proven to be an advantageous tool.
The approach involves the implementation of advanced monitoring technologies, validated by INERCO and GP Strategies, to control combustion conditions by means the retrofitting of the coal and air distribution system and using cutting-edge online combustion and heat transfer monitoring technologies.
This state-of-the-art monitoring approach, designed for minimum maintenance requirements, provides plant operators with critical and reliable information for both combustion optimization and prevention of boiler tube corrosion. In addition, ABACO-LOI monitoring systems fully satisfies the demands and expectations of plant operators for an accurate and reliable measurement of LOI, an important parameter boiler efficiency.
The application of this typically results in improved sustainable combustion conditions (heat rate improvements ranging 0.5% – 2.0%) with NOx reduction (up to 50%), reduction in CO concentrations, guaranteed fly ash saleability, protection of boiler tubes from detrimental gas concentrations and maintaining optimum heat absorption patterns within the boiler.
KEYWORDS
Monitoring, NOx, combustion, operating cost, fuel flexibility, optimization, in-furnace, LOI, carbon-in-ash, OPTICOM, corrosion, EtaPRO, soot blowing.
Francisco Rodríguez Barea
Enrique Tova
Miguel Morales
Enrique Bosch
Barton Hoffman
Jay Ramdhani



