

NOx emission reduction below 200 mg/Nm3 using an optimised combination os advanced combustion control and secondary measures
ABSTRACT
This paper presents the fundamentals and outcomes of the novel Layered Solutions Approach, developed by INERCO, an engineering company based at Spain, along with its Polish associate partner KWANT and the collaboration of the Austrian firm INTEGRAL. This technology is aimed at the abatement of NOx emissions below 200 mg/Nm3 by means of the staged application of primary and secondary measures under a reliable and cost-effective approach designed on a case-to-case basis.
The primary measures comprised in the Layered Solutions Approach promote minimum NOx emissions scenarios compatible with combustion control and operational safety by the implementation of Controlled Furnace conditions through ABACO technology, which has been qualified as Best Available Technique for NOx control at the European IPPC Directive.
Starting from the safe lowest-NOx operating scenario, the following stage entails the integration of either conventional or tailor-made secondary measures, whose efficiency is maximised by the advanced technological capabilities involved and its synergic integration within the Controlled Furnace approach.
The individualised techno-economic assessment of alternatives for each combustion facility leads to the reduction of the size and scope of the secondary measures technologies to meet the future NOx emissions target, this fact allowing capital and operating costs to be minimised with respect to other conventional NOx abatement solutions.
The technologies involved in each stage of the Layered Solutions Approach have been successfully applied worldwide with numerous references and noteworthy results concerning the reliable and flexible reduction of NOx emissions.
-
General approach to 200 mg/Nm3 NOx emissions
The fulfilment of emission limits imposed by the 2001/80/EC Directive for Large Combustion Plants turns out to be one of the most important medium-term challenges to be faced by the thermal power sector. This challenge is especially demanding for NOx emissions, whose limit has to be constraint up to 200 mg/Nm3 (d.b., as NO2, 6% O2) by 1st January 2016. This limit might even be stricter in certain countries, such as Poland, in accordance with their National Emissions Ceilings.
The implementation of Best Available Techniques for NOx emissions abatement requires remarkable investments, whose negative impact over the economical profitability of the corresponding production processes must be necessarily palliated by power utilities.
In this context, some utilities have opted for the installation of high-efficiency NOx abatement technologies based on conventional catalytic solutions, although this solution might not be optimised from an economical viewpoint, as it leads to extremely high investment costs.
Besides this, the application of catalytic solutions is technically difficult in numerous existing facilities, due to the lack of available space to undertake such a noteworthy retrofitting action. Moreover, this alternative would seriously jeopardise their profitability, entailing serious difficulties to amortise the investment associated, which may even endanger the plant feasibility.
In contrast, other utilities are prone to the application of primary measures so as to achieve a maximum reduction in NOx emissions at minimum cost prior to the application of secondary measures, with the final objective of minimising their scope and the investment involved. Among the applicable primary measures, it can be mentioned the retrofitting and/or upgrading of the pre-existent burners (implementation of LNB), the retrofitting of the air windbox (OFA nozzles installation), and the implementation of uncontrolled stratified combustion combined with strong reduction of total combustion air.
In this sense, the combustion process has been traditionally opaque from the operator’s point of view, as it has been typically governed by a few global variables with no direct control over in-furnace conditions. Thereby, the application of aggressive combustion strategies for NOx reduction without a suitable monitoring and control approach will inexorably lead to the appearance of medium or short-term malfunctions. Hence, such combustion adjustments on operating scenarios with severe coal supply imbalances blows up highly sub-stoichiometric conditions inside the combustion chamber, which give rise to the appearance of the following phenomena:
– Corrosion and slagging episodes in boiler waterwall tubes and increment of carbon-in-ash, associated with the existence of extremely low local O2 values.
– Explosion risk related to high CO concentration at boiler exit or in-furnace areas.
– Inability to reach required steam parameters for every operating scenario.
– Detriment of secondary measures efficiency (ammonia consumption, NOx reduction).
This damaging situation is worsened by current operational context in power sector, characterised by its variability concerning fuel characteristics or load profiles, aside from the usual deterioration of boiler elements.
Hence, the appearance of these malfunctions denotes that the minimum NOx operating strategies implemented without an appropriate control are not optimised and have to be unavoidably loosened, entailing the oversize of secondary measures required in that case.
Moreover, the application of remediation strategies like curtain air systems to counteract these collateral phenomena is not an effective and overall solution if they are not linked to other measures for solving the original problem: the combustion imbalances derived from uncontrolled air and fuel inputs at different boiler areas. This is especially important if significant stratification or air reduction strategies are applied.
Facing both methodologies, this paper presents the innovative Layered Solutions Approach, a leading-edge solution which assumes the advantages associated with the staged response to the 200 mg/Nm3 target, but giving priority to the plant safety and flexibility in a cost-effective way, by means of the integration of dissimilar advanced technologies whose scope is to be designed on a case-to-case basis.
This approach firstly pursues the achievement of flexible minimum NOx emissions scenarios compatible with operational safety through the application of primary measures with maximum potential. The distinctive feature of this innovative solution is added by the application of Controlled Furnace (ABACO) technology, whose application assures additional NOx reductions and a suitable and secure process performance.
ABACO technology has been successfully applied for optimising boilers and furnaces of very different design and consuming quite diverse fuels (anthracites, bituminous and subbituminous coals, lignites, petcoke, oil, gas, biomass). In this regard, the overall results and cost-effectiveness of ABACO have determined its qualification as Best Available Technique (BAT), for NOx reduction and boiler performance improvement for large coal-fired units, by the Integrated Pollutant Prevention and Control (IPPC) European Directive.
Starting from the safe and controlled lowest-NOx operating scenario, the following stage entails the design and implementation of a smart combination of secondary measures, which can include diverse conventional or tailor-made solutions involving both catalytic and non-catalytic abatement technologies. Selection of the most adequate locations for reagent injection and catalyst placement is a key element of these tailor-made solutions. The individualised assessment of alternatives for each facility leads to the reduction of the size and scope of the solutions to be applied, this fact allowing capital and operating costs to be minimised.
-
Fundamentals of the Layered Solutions Approach
The fundamentals of the Layered Solutions Approach offered by INERCO/KWANT are presented considering the two different stages established above:
2.1 1st Stage: Application of primary measures with advanced combustion control
The present approach is fully complementary to the application of primary measures regarded as Best Available Techniques for NOx reduction, so its logical starting point is the upgrade of available technologies, or else, the direct application of proprietary primary measures. Among them, it can be remarked the retrofitting of burners to increase their tuning potential, the redesign of the windbox or the assembly of OFA registers.
Nonetheless, the actual added value conferred by this approach is the synergic integration of these primary measures with the advanced control over combustion performance provided by ABACO technology. The importance of a suitable combustion control lies on the possibility to gain maximum profitability from combustion tunings in variable operating scenarios.
In this way, the optimisation of combustion performance, including not only pollutant emissions (NOx, CO, CO2, particles) but also heat rate and the appearance of local detrimental operational problems, are strongly dependent on the correct distribution of fuel and air supplies to the combustion chamber. Therefore, the actual balancing of the combustion process through the adequate closed-loop control of local combustion conditions promotes the so-called “Controlled Furnace” conditions.
This closed-fitting control is carried out not only by the measurement and regulation of individual fuel and air supplies to the combustion unit, but also through the adequate assessment of combustion performance at any relevant boiler area. This is achieved by means of the characterisation of in-furnace gas concentrations profiles (O2, CO, CO2, NOx) in a burner per burner basis, through cutting-edge monitoring technology.
This main innovation makes possible a real optimisation of individual burners, which unquestionably results in the overall optimisation of the global combustion process. This is intended to be the critical factor to assure maximum benefit of further combustion tunings, related to variables such as excess air, combustion air distribution, fuel stratification, fuel/air ratios, or burners in service arrangement. Besides, an adequate control of safety limits for boiler regulations can be simultaneously maintained under this methodology.
Therefore, the achievement of “Controlled Furnace” conditions is based on the synergic contribution of advanced combustion monitoring technologies, novel and/or enhanced regulation capabilities and cutting-edge control software, which constitutes ABACO technology. These three different aspects are briefly described below and an example of this approach particularised to pulverised coal-fired boilers is shown in Figure 1.
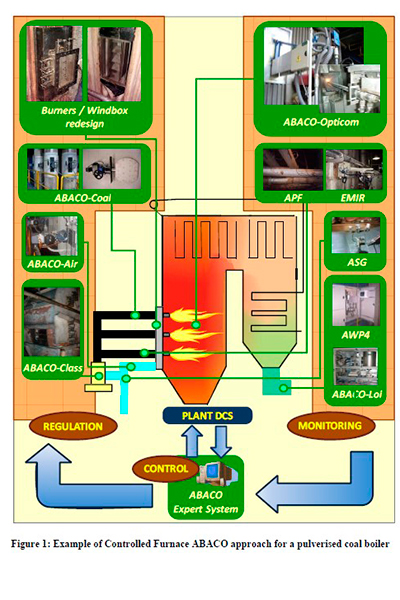
- Advanced monitoring systems
Monitoring of local combustion conditions is mainly carried out by ABACO-Opticom technology for in-furnace characterisation of local gas concentrations (O2, CO, CO2, NOx,) in selected points within the furnace. This is performed through water-cooled gas sampling probes withstanding the high temperatures in these areas of the furnace (up to 1.700 ºC). “Controlled Furnace” conditions can be exclusively achieved by the measurement of in-furnace gas profiles through ABACO-Opticom. However, this approach can be enhanced with other complementary monitoring means, whose scope is to be specifically decided according to plant design, operation characteristics and performance objectives.
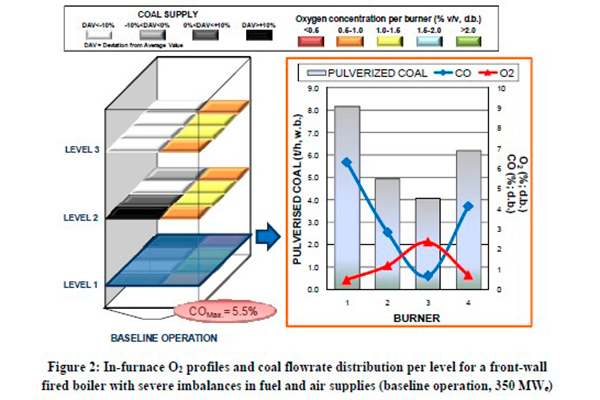
Figure 2 exhibits a typical example of the uncontrolled combustion conditions for a 350 MWe front-wall coal-fired boiler, where local combustion conditions and coal flow rates distribution are characterised by these advanced monitoring means. It is remarkable the significant imbalance induced over combustion process by an inappropriate fuel and air distribution for each individual burner.
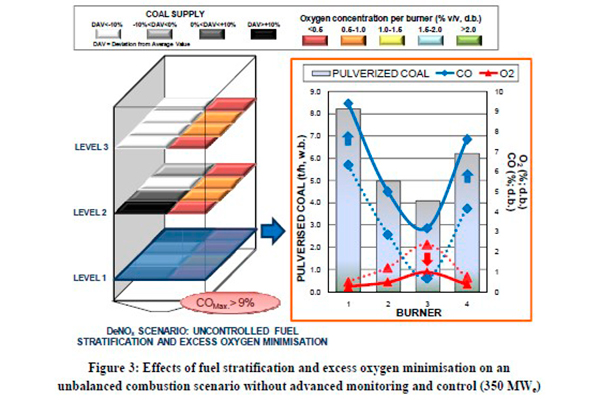
Likewise, Figure 3 shows the effect on in-furnace conditions when combustion strategies for NOx reduction are applied on an unbalanced operating scenario without the supervision of combustion conditions. This Figure points up the detrimental operating conditions which can be induced without an appropriate control over combustion performance and the consistency between overall combustion tunings and in-furnace profiles measured.
- Novel and enhanced regulation systems for combustion optimisation
In addition to the implementation of more substantial plant modifications (such as the aforementioned LNB or windbox redesign), the achievement of “Controlled Furnace” conditions involves in most cases the improvement or implementation of other complementary boiler tuning capabilities which even enhance the performance of the former.
These additional boiler capabilities can be conveniently combined and include:
- Automation of existing manual regulations from control room.
- Implementation of regulation dampers and valves, for balancing fuel and air flow rates to each burner.
- Improvement of classifier capabilities for optimising pulverised fuel size distribution while maintaining classifier production.
III. Expert software for optimised combustion control
“Controlled Furnace” conditions are established in closed-loop control scenarios by the integration of the previously described monitoring and regulation capabilities with the advanced ABACO combustion control system, which can be configured for each specific application, allowing combustion optimisation strategies to be applied with maximum reliability and profitability.
Main features of these strategies are implemented within an appropriate Expert Combustion Control, which is established in a subordinate manner to the combustion unit Master Control. Both control systems do not interfere, as the Expert Combustion Control will only affect adjustments not related to the unit Master Control, either because currently these adjustment capabilities do not exist or because they are only controlled manually or with a bias applied by the plant operator.
The Expert System is configured individually for each unit through specific combustion tests. These rules give rise to the definition of different combustion patterns according to the goals to be achieved, i.e., NOx minimisation and/or optimisation of efficiency, reduction of carbon-in-ash, etc., and boundary conditions, such as load or type of fuel.
Figure 4 shows a particular example of the application of “Controlled Furnace” conditions to the aforementioned front-wall fired boiler for both a unit efficiency optimisation scenario and a combined efficiency improving and DeNOx scenario. Combustion conditions obtained through optimised adjustments on coal and air flowrates resulted in a Controlled Furnace.
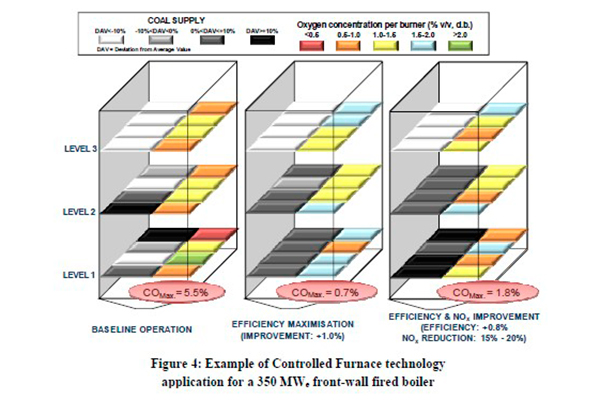
In the efficiency optimisation scenario, CO levels are significantly reduced making possible a tight adjustment of O2 levels close to the optimum reference. As a result of the Controlled Furnace approach application to this example boiler efficiency is improved by 1.0%. In addition, in the efficiency and NOx improvement scenario, NOx reduction strategy is implemented by biasing coal to the lower levels and focusing combustion air to the upper burners, making feasible parallel NOx emissions reductions up to 15 – 20% and heat rate improvements around 0.8%.
On the other hand, the achievement of “Controlled Furnace” conditions also leads to the control over local collateral operational problems, since the problem is eradicated through the limitation of combustion imbalances. This fact is shown in Figure 5, where in-furnace CO concentration have been represented as a function of the distance to waterwalls when air curtains are applied in two different scenarios: with and without combustion control.
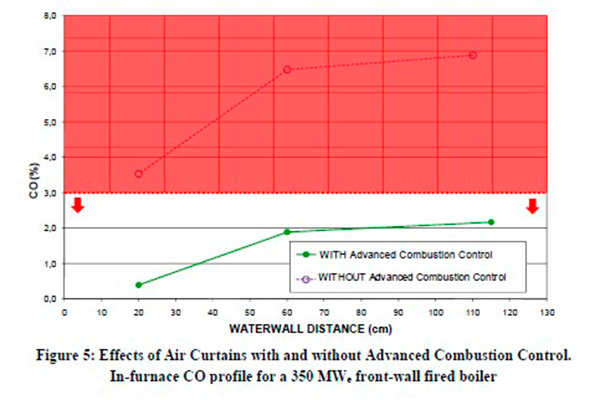
As it is proved in Figure 5, the exclusive application of remediation strategies, such as curtain air systems, to limit potential sub-stoichiometric conditions close to boiler walls deals with this kind of problems inefficiently. By this novel approach, air curtains will be used for avoiding reducing conditions near boiler walls specifically derived from stratification or air reduction, but not from combustion imbalances, which will be controlled by adequate tuning of air and fuel inputs. In this way, a better control of the problem will be achieved, as shown in Figure 5, at the same time that efficiency losses derived from an excessive supply of curtain air will be avoided.
- 2nd Stage: Advanced secondary measures
The attainment of the lowest NOx operating scenario compatible with operational safety and reliability represents an outstanding starting point to undertake the second stage of the Layered Solutions Approach, which is focused on the smart combination of NOx abatement technologies to be assessed on an ad hoc basis. This fact ensures that the secondary measures to be adopted in each individual combustion facility are not oversized, resulting in the optimisation of both the investment and operating costs to be incurred by the utilities.
In this sense, in accordance with the specific characteristics of each combustion unit, it is possible to select a wide range of DeNOx technological solutions to be integrated within an optimised approach to be designed by INERCO-KWANT, in collaboration with its partner INTEGRAL, which is a firm with broad expertise regarding catalytic DeNOx solutions.
The ordinary benefits provided by conventional non-catalytic and catalytic NOx abatement technologies (SNCR and SCR) are enhanced by the specific solutions provided by this Layered Solutions Approach, so that the distinguishing features of the NOx abatement technologies offered are directly attached to the synergy and added value provided by ABACO technology. In this manner, the monitoring of local combustion conditions turns out to be a valuable control tool for optimising both SNCR and SCR systems.
The establishment of “Controlled Furnace” conditions promotes the implementation of a balanced temperature and NOx concentration in-furnace profiles, which is transmitted all through the path to the stack. As a consequence, this steady performance allows maximum efficiency to be achieved through reagents injection.
In this way, even in case of an unbalanced evolution of combustion performance, the information provided by ABACO monitoring brings about the possibility to establish different reagent injection patterns which can be adjusted on-line on the basis of the gas concentrations locally measured. Consequently, the reaction between NOx and the ammonia reagent is carried out in a highly efficient way, achieving higher NOx reductions and lesser reagent consumptions, so that operating costs can therefore be reduced.
Furthermore, the possibility to make a better use of reagents limits the potential appearance of quite severe operational problems, especially those derived from an excessive ammonia slip, including the extremely counterproductive contamination of ashes, as well as the fouling of air pre-heater or the ammonia emissions. Moreover, in the case of SCR, this improved control leads to the reduction of catalyst maintenance and operating costs.
Likewise, the operation under “Controlled Furnace” conditions makes possible the reduction of O2 excess at boiler exit causing the diminution of gas velocities and the consequent increment of the reaction time between the NOx and the ammonia reagents. In this same context, those technologies involving the use of catalytic solutions can have the reactor volume reduced, with the resulting diminution of investment required to retrofit the plant.
In the light of these facts, it is evident that the application of the Layered Solutions Approach eases the flexibility of combustion performance, especially in current changing operating scenarios, which are characterised by the variability in fuel analysis and the existence of different load profiles or potential co-firing scenarios.
In addition, in case the specific features of the target facilities make it possible, the implementation of non-conventional tailor-made technologies turns up as a really cost-effective and attractive alternative meaning a truly qualitative gap respecting conventional catalytic technologies as regard to investment and operating costs.
This approach proposes, whenever it is feasible, the implementation of catalytic solutions able to reach and even go beyond the 200 mg/Nm3 NOx emissions target with a reduced scope, so as to avoid the significant technical and economical effort devoted to the assembly of a catalyst reactor.
-
Outcomes of the Layered Solutions Approach
The different technologies constituting the Layered Solutions Approach have been implemented and tested worldwide with a significant success in both of the two stages taken into consideration within the present approach.
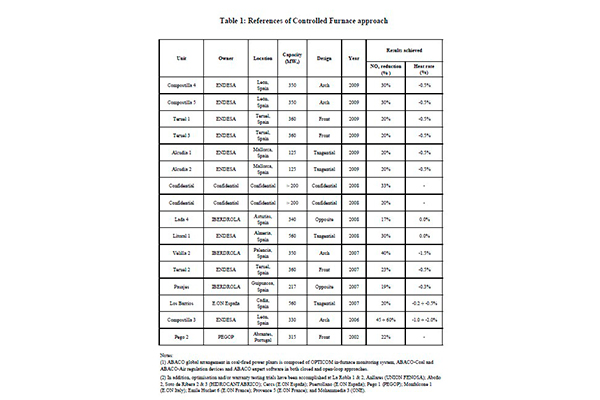
Particularising to coal-fired boilers, it is necessary to remark that ABACO technology has been extensively applied to numerous power units with dissimilar boiler design and fuel features. In this way, main results achieved by means of the application of ABACO technology on coal-fired power units are summarised in Table 1. This table shows NOx reductions mainly ranging from 20 to 30% with parallel improvements in heat rate around 0.5%. Nevertheless, it has been possible to achieve 60% NOx reductions with parallel improvements in heat rate up to 2.0%. These results have been reached for different boiler designs and power outputs from 125 to 560 MWe.
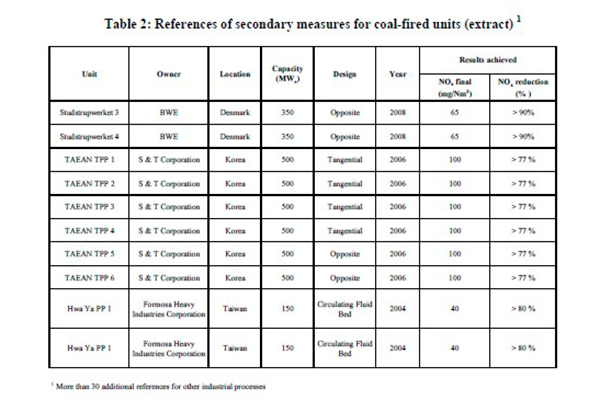
On the other hand, main available references associated with the application of catalytic secondary measures in coal-fired power plants Asia are also detailed in Table 2. It is worthwhile mentioning how the application of advanced catalytic solutions has made possible to achieve over 90% NOx emissions reductions. Likewise, NOx emissions values have always been no more than 100 mg/Nm3, with minimum NOx values below 40 mg/Nm3.
Apart from the significant technical qualities associated with the Layered Solutions Approach, it is also necessary to highlight its economical potential, which allows 200 mg/Nm3 NOx emissions target to be achieved in a reliable and cost-effective way, and even to attain NOx values below 150 mg/Nm3 with a limited additional cost.
Thus, the high NOx abatement efficiency promoted by the application of secondary measures in “Controlled Furnace” conditions results in a remarkable reduction of operating costs as regards to reagent consumption and catalyst maintenance, when applicable. This economical potential turns out to be especially favourable in those cases where the specific features of the combustion facilities make possible the implementation of tailor-made technologies which do not imply the erection of a catalyst reactor.
In order to illustrate the economical potential of the Layered Solutions Approach, a comparative assessment of costs between different NOx abatement alternatives has been carried out for a reference coal-fired boiler and equal boundary conditions: a 220 MWe front-wall boiler with initial NOx emissions of 450 mg/Nm3 and 200 mg/Nm3 NOx emissions target with 2 ppm ammonia slip limit.
This cost assessment has entailed the estimation of capital and operating costs referred to each alternative, and the calculation of the levelized costs, that is to say, the capital costs distributed among operating costs in a 15 or 20-year period considering the same inflation and interest rates for each facility. In order to perform the cost assessment, up to four different technological solutions have been taken into consideration:
- Direct application of conventional SCR technology.
- Combined application of conventional primary measures (without combustion control) and SCR secondary measures.
- Layered Solutions Approach with ABACO combustion control and conventional SCR.
- Layered Solutions Approach with ABACO combustion tailor-made secondary solutions.
SNCR, with or without the participation of primary measures, has not been considered due to the impossibility to fulfil ammonia slip limit. Nevertheless, SNCR technology might be integrated for certain applications within the Layered Solutions Approach based on tailor-made secondary solutions.
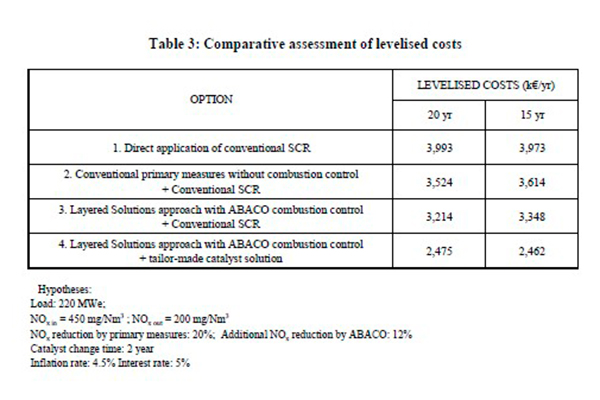
Average estimations for levelised costs are displayed in Table 3 for the different options considered. Likewise, 15-year levelised costs have also been represented in Figure 6. It can be concluded from the results of the assessment that the diminution of operating costs connected with the application of primary measures in options 2 and 3 gives rise to the reduction of levelised costs, which are around a 10% (with conventional primary measures) or 17% (with ABACO) lower than those associated with the direct application of conventional SCR technology.
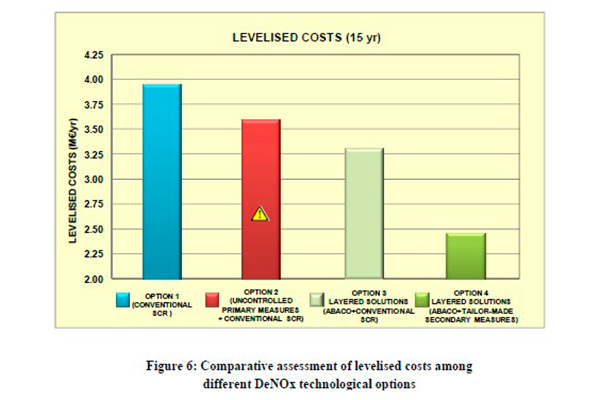
On the other hand, when ABACO and tailor-made technologies are jointly applied both capital and operating costs are distinctly diminished, so that the reduction of the levelised costs climbs up to 40% respecting the application of conventional catalytic solutions.
Therefore, special attention should be paid to the identification and development of these tailor-made solutions, as their optimisation and adequate selection will represent a very significant reduction of DeNOx costs. Thus, it is necessary to emphasise that some of these tailor-made solutions might only be efficiently applicable if appropriate primary measures with combustion control are also applied using the referred Layered Solutions Approach.
-
Conclusions
Fulfilment of 200 mg/Nm3 NOx emission target represents quite a significant challenge for the European power sector facing 2016 deadline imposed by the Large Combustion Plants Directive, since it involves the investment of significant expenditures.
In contrast to the conventional strategies followed by many power utilities, the implementation of the Layered Solutions Approach offered by INERCO/KWANT turns out to be a highly reliable and cost-effective method to face up with the 200 mg/Nm3 NOx emissions challenge. This approach upholds the application of primary measures with the enhanced combustion control provided by ABACO´s Controlled Furnace technology. This technology, qualified as Best Available Technique by the European IPPC Directive, has been successfully applied in more than 40 European combustion units and constitutes the keystone to achieve minimum NOx emissions scenarios compatible with plant safety and flexibility.
Furthermore, the following stage involves the implementation of an optimised approach potentially including a wide range of conventional and tailor-made secondary measures for NOx abatement. In addition to the significant expertise provided by the firm INTEGRAL, the added value offered by this approach lies in two different issues: its integration and synergy with the Controlled Furnace technology and its individualised design on the basis of the specific features of each individual combustion facility.
This individualised assessment is critical to minimise the scope of the plant modifications to be undertaken, especially when their design make possible to implement non-conventional tailor-made technologies based on the appropriate installation of catalyst volumes, avoiding the construction of an independent reactor. In this regard, it is worthwhile reminding that these tailor-made solutions may be necessarily linked to suitable primary measures with combustion control under the Layered Solution Approach.
As a consequence, both capital and operating costs required to reach the 200 mg/Nm3 NOx target are significantly reduced. Thus, aside from the technical reliability provided by the Layered Solutions Approach, the possibility of obtaining cost savings around a 40% through the application of tailor-made technologies shows the enormous interest and potential associated with the application of this Layered Approach
-
Acknowledgements
The authors gratefully acknowledge the collaboration of other personnel involved in activities resulting in this paper. Special thanks are given to the technical staff of INTEGRAL, ENDESA and IBERDROLA. This development has been carried out with partial financial grants from the European Coal and Steel Community, and from the Andalusian Regional Government.
-
Keywords
Layered Solutions, ABACO, SCR, combustion, monitoring, in-furnace, optimisation, NOx, corrosion, ammonia slip, levelised costs, emissions, pulverised coal.
Enrique Tova
Miguel Angel Delgado
Bogdan Niewczas



