

Improve efficiency of furnaces and boilers
Novel’ control’-scheme optimizes operations and reliability of combustion units.
New technologies enable optimizing combustion processes for hydrocarbon processing facilities. Economic and environmental drivers require improving operating efficiency while mitigating emissions of carbon dioxide (CO2), nitrogen oxide (NOx)’ carbon monoxide (CO) and particulates. “Smoother” operations increase the safety for combustion units.
In the following case history, a Spanish refiner applies a novel combustion control technology to the crude oil furnace. The article describes the overall technological approach and the latest results, regarding combustion efficiency improvement (overall CO2 emissions reduction) and parallel effects in NOx emissions control, through the implementation of a novel combustion control technology to a crude oil furnace of a Spanish refinery.
Project goals included reduced CO2 and NOx emissions with better reliability.
Background. Combustion improvement offers the greatest potential for economic savings regarding the operation of industrial boilers and furnaces. Nevertheless, the combustion process is opaque from the operator’s point of view. For this operating unit, fuel costs are the greatest operating expense; yet, how this fuel is utilized remains unclear.
Despite the economic and environmental importance of combustion processes, these operations involve a low level of monitoring and control. These processes are governed by a few global variables such as excess oxygen (O2) or process stream yields, with no direct control of combustion conditions.
Furnace or boiler operations are supported by standardized procedures and operator experience, rather than by effective online information and optimized flame control. Moreover, in most cases of multiburner application, standard monitoring applied for global excess O2 control in the combustion unit does not represent the true average excess O2 value at the furnace level, thus introducing a critical restriction when trying to optimize tuning of combustion conditions.
This situation heavily contrasts with the current stare-of-the-art level of most industrial processes, in which comprehensive monitoring and advanced control systems ensure process safety, plant availability and maximum efficiency. It is surprising that a chemical process such as combustion, with an impressive economic and environmental impact worldwide, still relies on nearly archaic controls.
Recently, considerable attention has been directed to combustion adjustments for efficiency optimization and emissions limitation. Nevertheless, the cost-effectiveness of these adjustments is limited by mentioned restrictions over combustion monitoring and control. This gives rise to the erroneous decision to upgrade the burner system without first attempting to optimize the present combustion system.
This situation is even more relevant in scenarios with high variability in fuel properties, loading profiles and/or burner arrangements for multiburner systems. In these cases, uncontrolled combustion conditions may force operators to apply “too conservative” boiler settings and to move away from optimum tuning.
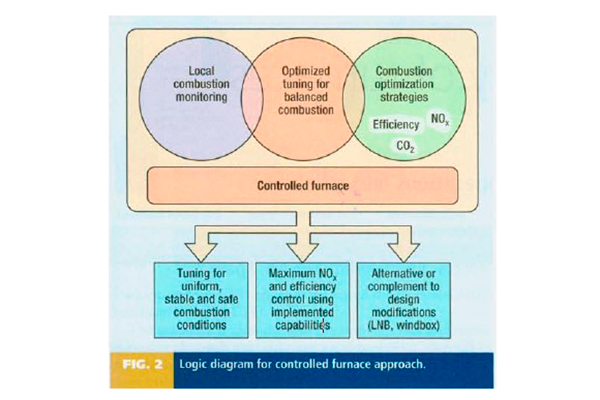
Controlled furnace technology. Efficiency and emissions (NOx’ CO, CO2, particles, SOx, etc.) in industrial furnaces and boilers depend largely on the correct distribution of fuel and air supplies to the combustion process. Moreover, inappropriate fuel/air ratios on critical locations severely impact important furnace parameters (Fig. 1). Therefore, stricter combustion controls are a function to balance the combustion process.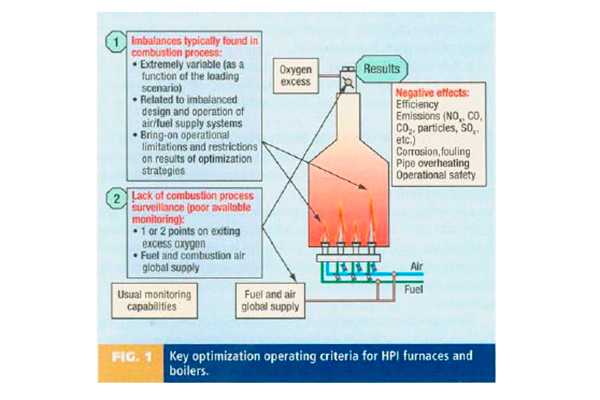 Combustion optimization technology relies on the adequate closed-Loop control of local combustion conditions, promoting what is called a “controlled furnace” (Fig. 2). This controlled operation is a critical factor to ensure the maximum benefits of combustion variables adjustment whose tuning directly impacts unit efficiency and NOx formation.
Combustion optimization technology relies on the adequate closed-Loop control of local combustion conditions, promoting what is called a “controlled furnace” (Fig. 2). This controlled operation is a critical factor to ensure the maximum benefits of combustion variables adjustment whose tuning directly impacts unit efficiency and NOx formation.
The controlled furnace approach enables individual optimization for any single burner. Result: Total optimization of the combustion process. This application improves unit efficiency and reduces CO or NOx emissions by applying specific optimization strategies in multiburner systems.
Consequently, this approach is both a cost-effective alternative to implementing combustion-system modifications (burner substitution) and is an additional improvement tool if these modifications are finally installed. Also, installing this technology to an existing combustion unit requires minimum modifications to existing equipment and a shorter shutdown to install the associated new elements.
As shown in Fig. 3, controlled furnace conditions involve an integrated approach and require:
- Advanced monitoring technologies
- Novel regulation systems for combustion optimization
- Expert software for optimized combustion control
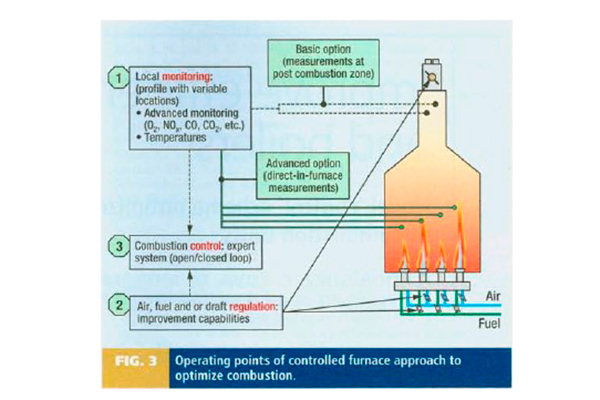
Advanced monitoring technologies. Monitoring in furnace combustion conditions enables developing accurate combustion surveillance, which is essential to implement controlled furnace conditions.
Local-furnace monitoring guides the operator to obtain the most adequate tuning for any individual burner. Such actions facilitate the total optimization of the combustion unit. Improved operations increase unit operating efficiency and mitigates emissions as well as provide a safer, more reliable and flexible unit operation.
Also, in-furnace monitoring technologies aid in identifying hidden furnace or boiler malfunctions that can increase CO levels, even though the unit is working under correct combustion conditions. Also, such monitoring enables adjusting flame geometries, identifying the optimum number of active burners for each operating load, measuring flame stability, and/or reducing NOx generation. Particular applications of this technology include:
- Direct assessment of local combustion conditions at any furnace area, not limited by existing furnace viewing ports.
- Correct determination of actual excess-air levels within the furnace, which facilitates identifying possible air leakages, as well as, safe implementation of combustion optimization strategies.
- Supervision of real combustion conditions: scenarios of load regulation and fuel property variations to support the decision making process on the number and location of active burners for each loading, optimizing excess-air levels for each load, and identifying maintenance problems.
- Surveillance and tuning of combustion conditions for scenarios with significant fuel property variations.
- Control tool for managing NOx reduction while maintaining an adequate control of safety limits for boiler regulations.
Also, controlled furnace conditions can enhance complementary combustion monitoring capabilities:
- Pyrometers grid to determine furnace temperature distribution
- Online measurement of fuel and air flowrates
- Gas-emissions monitoring.
The scope of the monitoring approach is to be decided for each case according to plant design, operation characteristics and performance objectives.
Novel regulation systems for combustion Implementing controlled furnace conditions involves, in most cases, better boiler tuning capabilities. Better boiler operations can involve one or a combination of the following conditions:
- Automation of existing manual regulations from the control room
- Implementation of other fuel and air regulation dampers and valves
- Modification in the design of existing burners to increase their tuning potential.
By applying these operating conditions, existing regulation capabilities are improved as if new burners, i.e., low-NOx burners (LNB) were installed. When further NOx reductions are demanded, these regulation systems are totally complementary to more substantial plant modifications (such as LNB or wind-box redesign.)
Expert software optimizes combustion control
Controlled-furnace conditions are established in closed-loop control scenarios by integrating the previously described monitoring and regulation capabilities with advanced combustion control systems, which are configured for each specific application. This integration allows applying combustion optimization strategies with the maximum reliability and profitability.
Main features of these strategies are implemented within an appropriate expert combustion control design that establishes a subordinate manner to the combustion unit master control. Both control systems do not interfere, as the expert combustion control will only affect adjustments nor related to the unit master control. The expert system is configured individually for each combustion unit through specific combustion tests.
Case history. The following example discusses the combustion optimization project of a direct-fired hearer to the crude oil unit at a Spanish refinery. This furnace is equipped with 32 horizontal oil-and-gas burners placed in two opposite rows. refractory division wall is located in the middle of the furnace for vending the flames and defining two independent in-furnace areas.
For the base case of the furnace, monitoring of the incoming combustion air was carried out by an O2 probe placed in the center of the east side wall. Two manual draft regulating dampers, located at north and south furnace chimneys, were used for overall combustion air control. Burners were also equipped with manual primary and secondary air regulation capabilities.
New optimization. The scope of the optimization study of the crude unit furnace setled using controlled furnace conditions. This approach is aimed at arraigning optimized furnace efficiency scenarios, while covering every possible operating situation via:
- An in-furnace monitoring system to characterize the combustion process at each individual burner.
- Automation of the air-regulation dampers in both rows of the multiburners; optimized flame tuning and furnace stacks via better control of the furnace draft.
- A control approach and an expert system for the closed-loop control of the total process.
Process baseline characterization. The combustion furnace baseline is determined by a thorough testing campaign using new monitoring and regulating capabilities. This testing campaign is designed to cover all possible furnace operating scenarios in terms of duty requirements, nature and proportions of fuels used, burners in service, etc. Results of this combustion diagnosis for the furnace base case are:
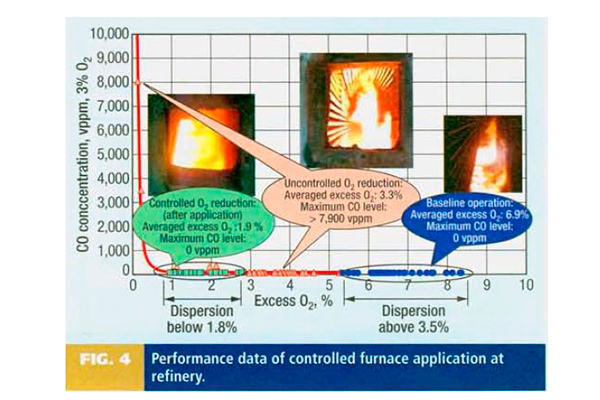
- Identify important imbalances between individual burners. Measured differences above 3.5% in excess O2 levels (and even higher for uncontrolled global O2 reduction scenarios) limit efficiency optimization efforts through uncontrolled combustion tuning strategies that generate unsustainable CO levels. (Fig. 4 shows the baseline operation.)
- Disagreement between O2 figures detected by the original O2 monitoring system (averaged figures within the 3.5%-4.5% interval) and the more accurate values resulting from complete controlled furnace approach (with average O2 levels of 1% to 3.5%+). Manual measurements carried our at furnace exit sections demonstrate the full agreement between the averaged measurements from the implemented system and global furnace excess O2 Therefore, the existing monitoring system does not represent the total excess O2 levels in this furnace. Furthermore, the global excess O2 monitoring is nor comparable, in terms of combustion optimization potential, with valuable information provided the advance monitoring system.
- As a consequence, from items I and II, the high excess O2 and minimum CO levels at the furnace outlet section were measured (Fig. 4). High NOx generation associated with O2 levels is also produced. The averaged furnace O2 values measured by the local in-furnace monitoring system ranged between 5%-7%.
Controlled-furnace system performance. Following the installation of improved combustion control strategies via a controlled-furnace approach, a clear evolution of excess O2 levels, recorded by the local in-furnace monitoring system, could be observed from the baseline operation to the controlled operation (Fig. 4). The resulting final O2 average values were around 2% (from initial average values around 5%-7%).
Final combustion conditions via the controlled furnace strategies enabled safer, sustainable (negligible CO levels), homogeneous and efficient combustion scenarios. The controlled furnace conditions were reached via appropriate global and individual air regulations tuning carried out by the expert combustion control system following a fully automated process.
The reported 3%-5% excess O2 minimization was coupled to a gas temperature reduction and resulted in an overall fuel consumption savings above 5%. An equivalent reduction was obtained for CO2 and SOx emissions. Results included in Fig. 4 show a clear reduction in the results dispersion for controlled operation.
The controlled operation n enables identifying burner malfunctions. These types of malfunctions can remain hidden when conventional monitoring is applied. Burner malfunction identification is an essential tool for a cost-effective burner maintenance program Result: Optimized maintenance schedules can be achieved via a controlled furnace approach.
Improve combustion. When facing combustion optimization challenges, such as efficiency improvement and/or emissions reduction (NOx’ CO, CO2 or particles), the controlled furnace approach can provide an advantageous alternative, and is an essential complement, to large-scale combustion installations. Benefits from such applications include:
- Improved unit combustion efficiency resulting in fuel Consumption savings above 5% (with equivalent CO2 and SOx emission reductions).
- Simultaneous reductions in total NOx emission (tph) up to 45%-50% (resulting in NOx emissions levels ranging 300 mg/Nm3-350 mg/Nm3, referred to 3% O2).
- Control of unburnt fuel! and CO emissions yields negligible CO levels even for the most stringent low-excess-air scenarios (average excess O2 is approximately 2%).
Applying the controlled-furnace approach to the crude oil furnace can result in improved combustion control that fosters higher unit reliability, safer operation and reductions in maintenance costs. Crucial information for preventive maintenance action is obtained by immediately identify)ring burners malfunctions (before major failures or damages are produced) and by continuous control of CO or unburnt fuel!, which are also associated with fouling and coke deposits scenarios.
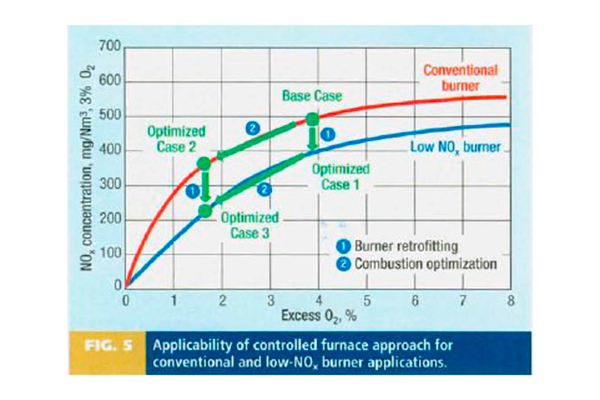
The potential of this optimization strategy is significantly increased under scenarios of variable fuel! supplies or operation loads, where combustion unit operators are otherwise totally “blind” to the changes occurring in the combustion process. This approach is a cost-effective alternative and/or a valuable complementary tool to larger-scale combustion system retrofits, which would necessarily lead to combustion facilities with more complex designs and greater needs for surveillance and control (Fig. 5).
In addition, the important parallel reductions in NOx emissions achievable through controlled-furnace applications could make it feasible, from an environmental point of view, and especially in NOx saturated industrial areas to request and authorize new projects involving facility/capacity expansions.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the collaboration of other personnel involved in activities resulting in this article. Special thanks are given to the technical staff of CEPSA’s La Rábida Refinery and to INERCO’s Industrial Processes Division. Foundations of controlled-furnace technology were developed with partial financial grants from the ECSC European Programme, the Spanish Industry and Environment Ministry and the Andalusian Regional Government.
Enrique Tova
Jose Luis Vizcaíno



