

ABACO ADVANCED COMBUSTION CONTROL AS THE NECESARY TOOL FOR EFFICIENCY ACHIEVING 200 mg NOx
Abstract
This paper presents the fundamentals of a novel technological approach called Controlled Furnace, which is commercialised by INERCO, an engineering company based at Seville (Spain), in collaboration with KWANT, a monitoring system supplier, based at Krakow (Poland), under the name ABACO (Advanced Boiler Automation for Combustion Optimisation). This technology has been developed for improving emissions, efficiency and operational safety in industrial boilers and furnaces, and is applicable to multiburner combustion units of different designs at power plants, refineries, petrochemical and chemical industry, or cement plants.
Controlled Furnace (ABACO) technology relies on the adequate closed-loop control of local combustion conditions, by means of advanced monitoring and optimised regulation of industrial combustion processes.
The achievement of “Controlled Furnace” conditions is carried out through the evaluation of infurnace gas concentrations profiles provided by advanced monitoring technology. These “Controlled Furnace” conditions avoid not desired combustion imbalances, and, make possible the application, with maximum safety and profitability, of efficiency improvement and NOx controlling strategies based on air and fuel stratification, and excess air minimisation. Simultaneously, this advanced combustion control could also be applied in the maximisation of fossil fuels substitution ratios by biomass based fuels, assuring both efficient unit performance and safe boiler operation while controlling carbon-in-ash, slagging, fouling or corrosion problems.
This novel technology, qualified as Best Available Technique for NOx control at the European IPPC Directive, has been applied to more than 40 large combustion units in Spain, Portugal, France and Italy, burning solid, liquid and/or gaseous fuels. Its application to these units has lead to safe NOx emissions reductions from 15% to 60% and parallel improvements in heat rate and CO2 emissions ranging 0.5% -2.0%.
Controlled Furnace technology is already installed, operating under commercial scenarios, in 15 pulverised coal power plants. Moreover, 10 additional units are currently operating in oil and gas power plants, and in a refinery process furnace. Other 9 installations in power generation, refining and petrochemical sectors are currently being implemented or studied.
Introduction
Combustion improvement offers the greatest potential for economic savings in industrial boilers and furnaces. Nevertheless, the combustion process is relatively opaque from the operator’s point of view. It is significant that in activities in which the greatest production cost is the cost of fuel, the lack of information is greatest precisely in how this fuel is utilised.
Despite the economic and environmental importance of combustion processes, they usually exhibit a low level of monitoring and control. These processes are typically governed by a few global variables like excess oxygen or steam properties, with no direct control of in-furnace conditions. Boiler or furnace operation is typically supported by standardised procedures and operator experience, rather than by effective on-line information and optimised flame control.
This situation heavily contrasts with the current state-of-the-art of most of the industrial chemical processes, in which comprehensive monitoring and advanced control systems ensure process safety, plant availability and maximum efficiency. It is therefore surprising that a chemical process like combustion, with an impressive economic and environmental impact worldwide, still relies on nearly archaic controls.
In recent few years, a considerable amount of attention has been given to the application of primary measures, based on optimised combustion tuning or implementation of new burners (Low NOx Burners) with higher regulation capabilities. The interest of such primary measures for NOx control relies on the restrictive limitations to be applied, in the next years, to these emissions, and the high investment and operation costs associated with the application of post-combustion NOx abatement systems (SCR, SNCR).
Nevertheless, the cost-effectiveness and the actual results of primary measures is greatly limited by the referred restrictions on combustion monitoring and control. This situation is even more relevant in scenarios of high variability in fuel properties and load profiles. In these cases, uncontrolled combustion conditions might force operators to apply “too conservative” boiler settings, far away from optimum tuning.
In order to solve these limitations, INERCO (a Spanish engineering company) has developed the Controlled Furnace (ABACO) technology for optimising boilers and furnaces of very different design and consuming quite diverse fuels (anthracites, bituminous and sub-bituminous coals, lignites, petcoke, oil, gas, biomass). ABACO includes also complementary monitoring technologies developed by the Polish company KWANT.
This paper will describe the overall technical approach of Controlled Furnace concept, show the overall results of this novel technology for combustion optimisation, and will present the main disadvantages of primary measures implementation without control of the in-furnace combustion conditions.
Fundamentals of Controlled Furnace Technology
An efficient operation in industrial boilers and furnaces depends largely on the correct distribution of fuel and air supplies to the combustion chamber. Heat rate, emissions (NOx, CO, CO2, particles) and the appearance of collateral operational problems, such as corrosion, fouling, slagging or carbon-in-ash, are strongly dependent of this distribution. Therefore, the effectiveness of stricter combustion controls will be a function of the actual balancing of the combustion process.
Taking this into account, the combustion optimisation technology relies on the adequate closed-loop control of local combustion conditions. This closed-fitting control is carried out, not only by the measurement and regulation of individual fuel and air supplies to the combustion unit, but through the characterisation of their results and effects at both furnace level and unit overall performance. Gas concentrations profiles (O2, CO, CO2, NOx, SO2) are precisely determined in a burner per burner basis, so the combustion result of each of the burners belonging to a multiburner system could be effectively achieved. This main innovation makes possible a real optimisation of individual burners resulting unquestionably in the overall optimisation of the global combustion process.
Simultaneously, local effects are controlled by the characterisation of these in-furnace gas concentrations profiles carried out by cutting-edge in-furnace monitoring technology, promoting what is called a “Controlled Furnace”. This is intended to be the critical factor to assure maximum benefit of further adjustments, related to variables such as excess air, combustion air distribution, fuel stratification, fuel/air ratios, or burners in service arrangement, whose tuning has a direct effect on efficiency and emission formation (Figure 1).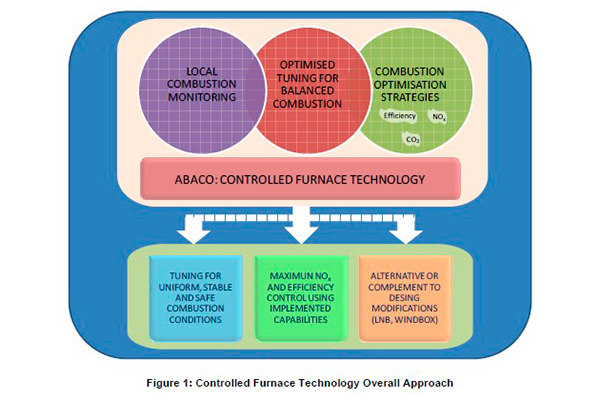
Therefore, Controlled Furnace technology approach converts any existing multi-burner system into a real high regulation system giving rise to the concept of “Controlled Furnace”. An example of application of this technological approach is given for NOx minimisation, where the safe and effective application of the following strategies in multi-burner systems results in important NOx reductions:
– Avoiding the existence of individual burners running with unnecessarily high levels of excess oxygen. Results obtained show that when an individual excess oxygen control for each burner is not applied, some burners typically operate at high oxygen excesses, promoting very high local NOx formation, whereas in other burners oxygen concentrations are close to zero, which may lead to carbon-in-ash, slagging or corrosion problems.
– Making possible the safe application in selected areas of the furnace of air and fuel stratification policies, which tend to limit NOx formation without negatively affecting other combustion performance parameters. The main feature of this combustion optimisation technology in this respect is its local combustion control, which allows using these restrictive regulations up to that point in which, for each furnace region, no problems are induced regarding carbon-in-ash, slagging or corrosion.
– Reducing overall excess oxygen levels, once individual burners have been conveniently balanced, taking into account established limits for in-furnace local gas concentration levels.
As it can be observed, some of these strategies for NOx control (i.e. overall excess oxygen minimisation controlling carbon-in-ash formation) may also lead to parallel heat rate improvement.
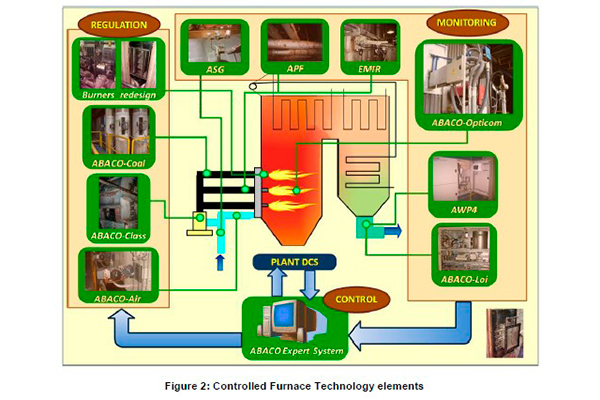
For reaching “Controlled Furnace” conditions, the following elements are considered (Figure 2):
- Advanced in-furnace monitoring technologies.
- Novel regulation devices.
- Cutting-edge control software.
Advanced in-furnace monitoring systems
As stated above, the achievement of an optimised combustion scenario is inexorably based on appropriate monitoring, regulation and control capabilities. Monitoring of local combustion conditions is carried out by ABACO-Opticom technology for in-furnace characterisation of gas concentrations profiles. This monitoring technology makes feasible the development a correct surveillance of combustion, which is essential for implementing “Controlled Furnace” conditions.
This surveillance is undertaken by the characterisation of local gas concentrations (O2, CO, CO2, NOx, SO2) in selected points within the furnace (Figure 3) through gas sampling probes.

Water cooled-probe design avoids any kind of blockage due to slag deposits, withstanding the high temperatures in these areas of the furnace (up to 1.700 ºC). These probes are coupled to a proprietary sample and probe conditioning unit, which guarantees long-term unassisted operation of the system.
Thus, ABACO-Opticom technology makes possible the execution of gas concentration measurements directly on the flame envelope of each single burner, and the identification of air/fuel imbalances, inadequate air distribution patterns, or sub stoichiometric regions within the furnace.
This technology guides the operator so as to obtain the most adequate tuning of any individual burner bringing about the overall optimisation of the combustion unit, making it possible to achieve not only important improvements in operational results (heat rate, NOx, auxiliaries consumption), but also to achieve a safer and more reliable and flexible unit operation.
The use of in-furnace measurement technology results in the direct assessment of local combustion conditions and solution of different hidden boiler malfunctions, like significant fuel and air imbalances between furnace zones, which give rise to high carbon-in-ash levels, corrosion, slagging or fouling problems, even though operation is under correct average combustion conditions. Also, it makes possible the supervision and optimisation of operating conditions for scenarios of load regulation, as well as, fuel variability, blending or substitution by alternative biofuels.
Furthermore, ABACO-Opticom is a key tool for the application of primary measures for NOx reduction by tuning of local stoichiometries for NOx minimisation (excess air reduction, combustion stratification, reburning, etc) while maintaining as adequate control of safety limits for boiler regulations.
Moreover, monitoring of local combustion conditions is a control tool for optimising SNCR – SCR systems by appropriate combination with deNOx primary measures, resulting in minimum NOx concentration entering the abatement systems and, consequently, in significant reductions in reagent consumption and overall investment costs.
These measurements could be accomplished by using adequate on-line monitoring equipment or obtained from specific optimisation testing campaigns, where manual portable equipment for discontinuous measurements could be used. EMIR II technology appears as a clear example for off-line coal flowrates determination and individual coal supply imbalances mitigation, based on ISO 9931 Standard for isokinetic sampling of pulverised coal. EMIR II produces a representative sample minimising the effects related to coal particles segregation in the coal pipes.
In-furnace gas profiles measurements could be carried out together with complementary fuel and air flowrates measurements and carbon-in-ash characterisations. Apart from ABACO-Opticom technology, the achievement of Controlled Furnace conditions may be enhanced by the following complementary combustion monitoring capabilities:
- I) Pyrometers grid for determining furnace temperature distribution.
- II) On-line measurement of fuel and air flowrates.
III) Characterisation of additional fuel properties (for pulverised solid fuels), such as ash and volatile contents and size distribution.
- IV) Carbon-in-ash measurement.
- V) Gas emissions (O2, CO, NOx, CO2, SO2) monitoring, including systems for sequential measurement at different sampling points.
The scope of the monitoring approach is to be decided, for each case, according to plant design, operation characteristics and performance objectives.
Figure 2 presents a typical combustion monitoring approach, particularised to pulverised coal boilers. This monitoring approach consists of ABACO-Opticom monitoring technology for in-furnace gas profiles characterisation, as the critical and essential monitoring system, and complementary on-line coal flowrates (EMIR III or APF systems) or off-line coal flow rates determination across specific optimisation testing campaigns (EMIR II), air flowrates (ASG monitor) and carbon-in-ash (ABACO-Loi or AWP4 systems) monitoring technologies also developed by INERCO/KWANT. In any case, this complementary information to the one supplied by ABACO-Opticom could also be obtained from other monitoring systems already existing in the combustion installation.
Novel regulation systems for combustion optimisation
Implementation of “Controlled Furnace” conditions involves in most cases the improvement of boiler tuning capabilities by means of the application of an adequate combination of the following items:
- I) Automation of existing manual regulations from control room.
- II) Implementation of regulation dampers and valves, for balancing fuel and air flowrates to each burner.
III) Improvement of classifier capabilities for optimising pulverised fuel size distribution while maintaining classifier production.
- IV) Modification in the design of existing burners for increasing their tuning potential.
By the implementation of these aspects, the existing regulation capabilities are improved, similarly as if new burners (as LNB) were installed. In the case that further NOx reductions are demanded, these regulation systems are totally complementary to more substantial plant modifications (such as LNB or windbox redesign), improving also the results derived from the application of these measures.
To this end, the most important combustion air regulation dampers could be automated, integrated in the optimised combustion control and finally optimised. Air regulation damper optimisation will result in an effective control of air local supplies to individual burners, giving rise to a clear improve of combustion scenarios where air regulation dampers are manually actuated, the commonest situation, or inefficiently designed for independent adjustments on individual burners. These actions oriented to upgrade air supplies regulation capabilities are named, generically, ABACO-Air.
Additional examples of novel regulation systems included in the application of the Controlled Furnace approach is the advanced coal damper shown in Figure 5, which has been specifically designed for optimised control of coal flowrate to each burner while minimising material wear phenomena.
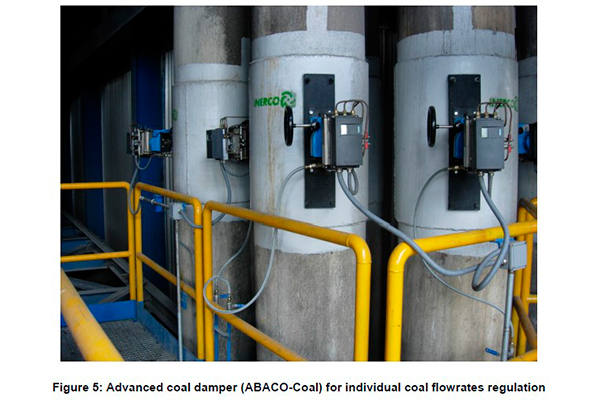
This regulation damper provides an effective control of pulverised coal flowrates in the coal pipes to burners. This capability is used for tuning the coal flowrate distribution in each mill, controlling at the same time the Primary Air/Coal mass ratio, and therefore providing an optimised combustion balance.
Expert software for optimised combustion control
Controlled Furnace conditions could be established in closed-loop control scenarios by the
integration of the previously described monitoring and regulation capabilities with advanced combustion control systems, which are configured for each specific application.
This integration allows the application of combustion optimisation strategies, such as minimisation of combustion excess air or stratification of air and fuel supplies, with maximum reliability and profitability based on the adequate control of local combustion conditions.
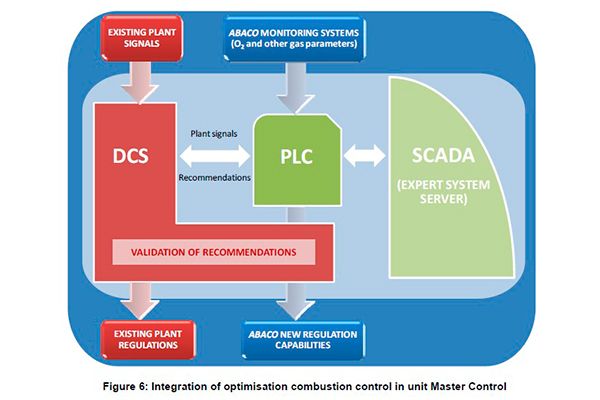
Main features of these strategies are implemented within an appropriate Expert Combustion Control, which is established in a subordinate manner to the combustion unit Master Control (Figure 6). Both control systems do not interfere, as the Expert Combustion Control will only affect adjustments not related to the unit Master Control, either because currently these adjustment capabilities do not exist or because they are only controlled manually or with a bias applied by the plant operator. In other words, the Expert Control System will reach where the Master System will not, providing the laying down of Controlled Furnace conditions, where efficiency and emissions could be optimised by eliminating combustion imbalances that currently ballast unit performance.
The Expert System can be configured individually for each combustion unit and is based on modifiable rules that enhance its potential by the definition of different combustion patterns or goals to achieve for optimisation the combustion local conditions. These patterns could be established for different boundary conditions of the unit, such as load or type of fuel, as well as according to the operative objective which is defined, i.e., optimisation of efficiency and/or NOx formation, maximisation of biomass substitution ratio, etc. The choice of one or the other pattern will allow the activation / deactivation of different rules, as well as the updating of the corresponding reference or comparison values of these rules.
Configuration of the Expert System is established through specific combustion tests.
Controlled Furnace Technology applied to DeNOx
Application of primary measures in order to minimise NOx emissions implies the adoption of combustion strategies as excess oxygen minimisation, combustion air stratification and fuel staging, that usually provides NOx reductions ranging 10% to 30%. The common actions attained at this NOx abatement scenarios imply the retrofitting and/or upgrading of the pre-existent burners (implementation of LNB), the retrofitting of the air windbox (OFA nozzles installation), and the implementation of uncontrolled stratified combustion combined with strong reduction of total combustion air.
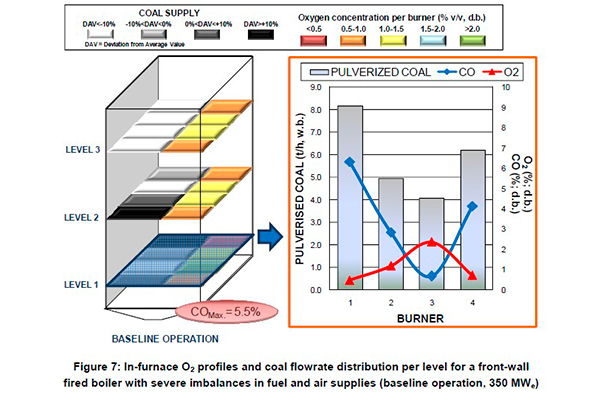
Figure 7 exhibits a typical example of the uncontrolled combustion conditions for a 350 MWe frontwall pulverised coal fired boiler. Local combustion conditions and coal flow rates distribution are respectively characterised by means of in-furnace measurement using ABACO-Opticom advanced monitoring system (at distances up to 1.1 meters from the wall) and through automated pulverised coal sampling equipment (EMIR).
Results for the baseline operation of this boiler show important in-furnace flue gases profile imbalances caused by an inappropriate coal and air distribution for each individual front-wall burner. As it can be appreciated in the graphic of Figure 7, the lower level of the furnace present coal flowrates deviations among individual burners supplies, higher than 100% respecting the average coal flowrates, that are in a close relationship with CO and O2 in-furnace levels.
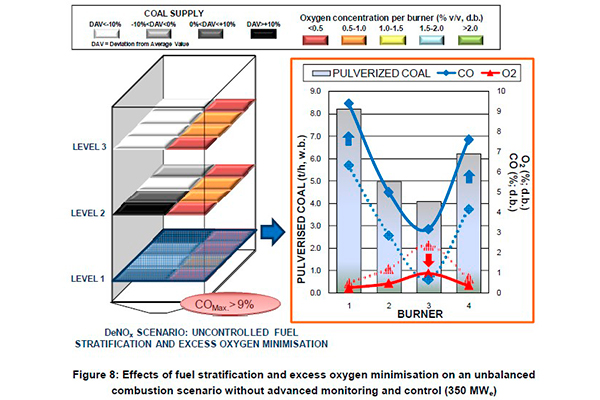
Additionally, Figure 8 shows the effect on in-furnace conditions when combustion strategies for NOx reduction are applied on an unbalanced operating scenario without the supervision of combustion conditions. As it can be observed, the implementation of combustion adjustments, like oxygen excess minimisation as well as air and fuel stratification, on operating scenarios with severe coal supply imbalances blows up highly substoichiometric conditions inside the combustion chamber. These kinds of uncontrolled combustion low-NOx scenarios intensify collateral phenomena such as:
- High CO at boiler exit/in-furnace areas, involving high risk of explosion.
- Corrosion/slagging episodes in boiler water wall tubes.
- Carbon-in-ash uncontrolled increase.
- Difficulties to find required steam parameters for different operating scenarios.
- Imbalances in the flue gas flow, giving rise to effectiveness reduction at end-tail abatement systems.
Furthermore, any combination of collateral phenomena mentioned above will inexorably lead to unfeasible preservation of minimum NOx combustion scenarios at a short/medium period, resulting in a step back in the application of primary measures associated to changes in the operating conditions, such as:
– Changes in fuel characteristics (different coal blends, usage of new/different origin coal) or in the blend nature (co-combustion of different origin biomass with variable proportion of coal).
– Boiler element deterioration, due to regular operation of the unit or specifically associated to the adjustments introduced with primary measures implementation.
– Others changes in the unit operating conditions (introduction of load regulation operating scenarios).
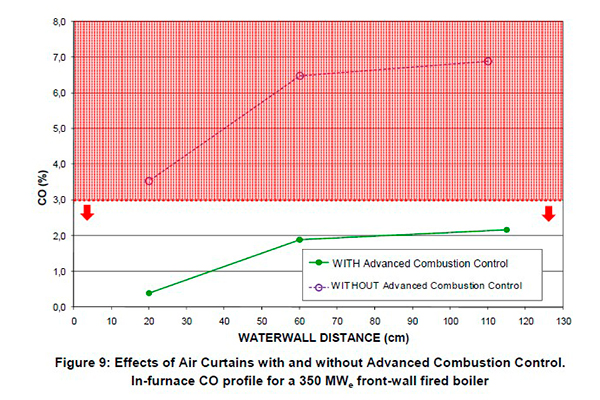
In this sense, the parallel adoption of remediation strategies to minimise collateral effects due to severe primary measures implementation, deal these kinds of problems inefficiently because of the absence of combustion control. As an example, it could be considered the installation of curtain air systems to limit potential substoichiometric conditions close to boiler walls: Figures 9 show in-furnace CO concentration as a function of the distance to waterwalls when air curtains are applied in two different scenarios: with and without combustion control. As curtain air doesn’t attack carbon supply imbalances, it solves the problem inefficiently, which implies the following disadvantages:
- Oversized air flow rate, giving rise to big zone differences inside the furnace (temperatures, gases profiles, CO/NOx generation)
- Lack of flexibility, in order to face any change of scenario during normal boiler operation (fuel changes, load regulation, etc.).
• Since the air introduced does not take part of the combustion process, there is an increase of the total O2 excess, resulting in boiler efficiency loss.
Controlled Furnace approach has been extensively applied in combustion units with tangential, frontwall or arch-fired designs, consuming very diverse fuels (high, medium and low rank coals, oil, petcoke, orimulsion, gaseous fuels, biomass).
In this regard, the overall results and cost-effectiveness of ABACO have determined its qualification as Best Available Technique (BAT), for NOx reduction and boiler performance improvement for large coalfired units, by the Integrated Pollutant Prevention and Control (IPPC) European Directive.
Some examples of the Controlled Furnace technology application to the particular case of pulverised coal combustion in large power generation units are described in this section.
Front-wall boilers
As regards front-wall firing, Figure 10 illustrates the results of the application of the Controlled Furnace technology to a 350 MWe front-wall fired boiler. Baseline operation conditions have been reported previously in Figure 7, showing important flue gas profile imbalances closely related to the individual coal mass flowrates supplied by the different burners.
The results presented in Figure 10 are given as a particular example of the Controlled Furnace application to this front-wall fired boiler for both a unit efficiency optimisation scenario and a combined efficiency improving and DeNOx scenario. Combustion conditions obtained through optimised adjustments on coal and air flowrates resulted in a Controlled Furnace scenario where imbalances are reduced and safer furnace conditions are established.
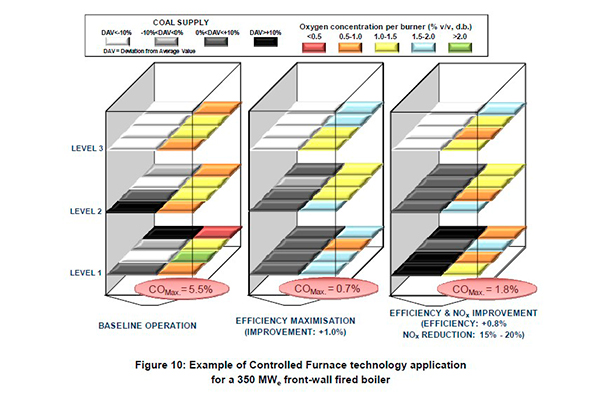
In the efficiency optimisation scenario, CO levels are significantly reduced making possible a tight adjustment of O2 levels close to the optimum reference. As a consequence of the Controlled Furnace approach application to this example boiler efficiency is improved by 1.0%.
In the efficiency and NOx improvement scenario, NOx reduction strategy is implemented by biasing coal to the lower levels and focusing combustion air to the upper burners, making feasible parallel NOx emissions reductions up to 15 – 20% and heat rate improvements around 0.8%.
T-fired boilers
Figure 11 exhibits a typical example of the uncontrolled combustion conditions for a 560 MWe tangentially coal-fired boiler and the subsequent application of Controlled Furnace Technology. Similarly to the previous examples, local combustion conditions and coal flowrates distribution are respectively characterised by means of in-furnace measurements using ABACO-Opticom technology and through automated pulverised coal sampling equipment (EMIR).
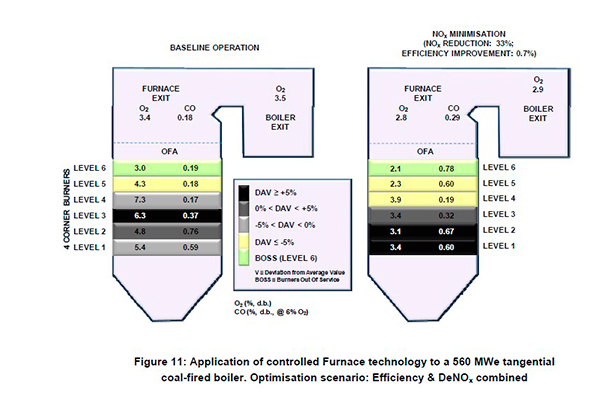
Results for the baseline operating condition of this boiler show low oxygen areas in the lower furnace (levels 1 and 2). This situation is caused by an inappropriate coal and air distribution for the different burner levels. Besides this, a higher average oxygen concentration was reported for levels 3 and 4. This has been related to the design of the secondary air duct, which reaches the windbox at that intermediate boiler level. These results should be considered before the application of combustion optimisation strategies such as coal and air stratification or global O2 reduction for NOx control and/or efficiency improvement.
The application of Controlled Furnace Technology is focused in this particular situation in the combined optimisation of heat rate and NOx emissions. To this end, coal and air individual supplies are appropriately stratified and global O2 excess is controlled around the minimum value that guaranties safe but optimised furnace combustion conditions. As result of this, NOx emissions are reported to be reduced in more than 33% while unit heat rate is improved above 0.7%. Safe and controlled local combustion conditions are reached for the new DeNOx optimised combustion situation preventing carbon-in-ash, slagging or corrosion increase.
Another example of uncontrolled combustion conditions has been also found in lignite T-fired boilers. Imbalances in individual coal and air supplies to boiler determine significant differences in flames and local gas concentrations at furnace level, creating both areas slightly above zero O2 concentration (promoting increase of carbon in ash, slagging and corrosion potential problems) and other furnace zones with important oxidant conditions (over 6 – 7%), resulting in high NOx emission generation. Differences are registered not only by different furnace levels but between the different boiler corners, giving rise to a real ball fire off-centering that leads to boiler operation inefficiencies and major problems. This type of boiler is another clear example of applicability of the Controlled Furnace approach since combustion imbalances and in-furnace operational problems are closely comparable to the ones found and solved in the T-fired boiler whose results are shown in Figure11.
Conclusions
Fulfilment of low NOx emission values by means of the application of primary measures typically determines associated operational problems, such as high carbon-in-ash, boiler walls corrosion and even explosion risks due to excessive CO concentration or increased slagging formation and falling.
In this context, the ABACO´s Controlled Furnace technology, characterised by the adequate and
distinctive control of in-furnace combustion conditions, has proved to be a necessary tool to avoid these significant problems and obtaining a safer and more efficient operation under low-NOx scenarios.
This technology attacks the root of combustion malfunctions, presenting significant advantages, especially for low-NOx scenarios, regarding other approaches based on the application of air curtains or the use of more resistant materials, which try to mitigate problems appearance (corrosion, slagging) without solving their actual and direct causes.
Furthermore, ABACO, which is commercialised by the KWANT-INERCO consortium, allows the achievement of higher NOx reductions, as a better knowledge of NOx controlling mechanisms for each specific case is gathered through its application. This aspect has also a significant value due to its direct effect on the scope of possible needs of secondary measures (SCR, SNCR) application for reaching even lower NOx values. Reduction of scope of these secondary measures has advantages both on their investment and operating costs (reagent, catalysts, etc.).
ABACO technology has been applied to more than 40 large combustion units operating under different combustion scenarios and burning solid, liquid and/or gaseous fuels. Results reported have shown NOx emissions reductions from 15% to 60%, and parallel improvements in heat rate and CO2 emissions in the range 0.2% – 2.0% without significant penalisation on carbon-in-ash formation, corrosion episodes or slagging phenomena.
These features consolidate the interest of applying the Controlled Furnace technology as a previous or complementary step to other possible solutions for NOx control based on plant design modifications (such as, burner retrofitting, windbox redesign, or SCR or SNCR abatement techniques), which are also supplied by KWANT/INERCO consortium.
Potential of this optimisation strategy is significantly increased in scenarios of variable fuel supplies or operation loads, and different fuel blends, where combustion unit operators are otherwise totally “blind” to the changes and conditions occurring at the combustion process.
Acknowledgements
The authors gratefully acknowledge the collaboration of other personnel involved in activities resulting in this paper. Special thanks are given to the technical staff of ENDESA, IBERDROLA, CEPSA and REPSOL. This development has been carried out with partial financial grants from the European Coal and Steel Community, from the Spanish Industry and Environment Ministry and from the Andalusian Regional Government.
Enrique Tova
Luis Cañadas



